品質保証体制弊社国内外の全ての製造拠点は、ISO9001:2015、ISO14001:2015、IATF16949:2016を取得しています。
PPAP、FMEA、APQPなど自動車部品の品質保証要件を社内の仕組みとして運用し、日本・中国・台湾・ベトナムのすべての工場で同等の品質体制を構築しています。
お客様の海外拠点に合わせた現地生産・現地調達にも、日本と同等の品質体制で対応可能です。
「回るを支え、動くをつくる」を使命に、技術部・営業部・品質部が連携し、お客様のカーボンブラシ調達・モーター開発の課題にお応えします。
次回は、強みその5「メカニカルカーボン新事業」についてお伝えします。
ぜひ次回もお楽しみに!
株式会社富士カーボン製造所
〒446-0035 愛知県安城市錦町1-11
TEL:0566-77-0077(営業部)
URL:https://www.fuji-carbon.co.jp

メカニカルカーボン新事業カーボンブラシに次ぐ新規事業として、メカニカルカーボンの開発を進めています。
軸受、摺動面、歯車などに使われる工業用カーボン素材で、自己潤滑性が高く相手素材を傷つけにくい特性があります。
・摩擦係数0.11〜0.37(Wet用・Dry用のラインナップあり)
・耐熱温度250〜300℃
・比重1.5〜1.8(銅8.9、アルミ2.7と比較して軽量)
・高温・水中・腐食雰囲気・無潤滑など過酷環境下でも使用可能
銅・アルミニウム・鉄・樹脂などからの材料転換素材としてご提案します。
社内にリングオンディスク試験機(JIS K 7218準拠)を保有し、評価にも対応可能です。
「回るを支え、動くをつくる」を使命に、技術部・営業部・品質部が連携し、お客様のカーボンブラシ調達・モーター開発の課題にお応えします。
株式会社富士カーボン製造所
〒446-0035 愛知県安城市錦町1-11
TEL:0566-77-0077(営業部)
URL:https://www.fuji-carbon.co.jp

多品種少量・図面なし対応少量品の対応にも積極的に取り組んでいます。
多品種少量への取り組みは、富士カーボン製造所にとって技術開発のきっかけにもなっています。
・図面がない場合:使用中または使用済のブラシをお送りいただければ、こちらで図面を作成しお見積りします
・現行品の同等品作製:サンプル分析により、現行と同等成分・同等物理特性のカーボンブラシをご提案
・通常製作納期:部材在庫状況により異なりますが、約2ヶ月が目安です
「回るを支え、動くをつくる」を使命に、技術部・営業部・品質部が連携し、お客様のカーボンブラシ調達・モーター開発の課題にお応えします。
次回は、強みその4「品質保証体制」についてお伝えします。
ぜひ次回もお楽しみに!
株式会社富士カーボン製造所
〒446-0035 愛知県安城市錦町1-11
TEL:0566-77-0077(営業部)
URL:https://www.fuji-carbon.co.jp

顧客ニーズに合わせた材料開発力電気黒鉛質・天然黒鉛質・炭素黒鉛質・樹脂結合質・金属黒鉛質の5種類の材質を使い分け、お客様のモーター仕様に合わせたカーボンブラシを開発します。
・低騒音化:機械的強度を抑え、整流皮膜を形成しやすい材質設計
・長寿命化:摺動状態を改善する成分調整
・高温・高湿環境への対応:環境耐久性を持たせた材質提案
・低抵抗化:摺動部の接触抵抗を含めた損失低減
・大電流・高出力対応:金属含有量を増やした材質設計
モーターの開発段階からご相談いただくと、開発要件の定義から製品化まで一貫してサポートします。
「回るを支え、動くをつくる」を使命に、技術部・営業部・品質部が連携し、お客様のカーボンブラシ調達・モーター開発の課題にお応えします。
次回は、強みその3「多品種少量・図面なし対応」についてお伝えします。
ぜひ次回もお楽しみに!
株式会社富士カーボン製造所
〒446-0035 愛知県安城市錦町1-11
TEL:0566-77-0077(営業部)
URL:https://www.fuji-carbon.co.jp

素材配合から完成品まで一貫生産体制カーボンブラシは、素材配合・混練・乾燥・粉砕・篩別・成形・焼成・含浸・加工・検査という多工程を経て製品となります。
富士カーボン製造所はこれらすべての工程を当社国内及び海外工場で製造する生産体制を構築していますので、品質と納期の両面で安定供給が可能です。
なお、配合ノウハウを社外に流出させないため、カーボンブラシの原料となる粉はすべて日本国内で配合し、海外工場へ出荷する仕組みをとっています。
「回るを支え、動くをつくる」を使命に、技術部・営業部・品質部が連携し、お客様のカーボンブラシ調達・モーター開発の課題にお応えします。
次回は、強みその2「顧客ニーズに合わせた材料開発力」についてお伝えします。
ぜひ次回もお楽しみに!
株式会社富士カーボン製造所
〒446-0035 愛知県安城市錦町1-11
TEL:0566-77-0077(営業部)
URL:https://www.fuji-carbon.co.jp

皆さんこんにちは!富士カーボンEMIDAS担当です。前回は、「こんな所にも」といった感じで、ブラシが使用されている製品のご紹介をいたしましたが、今回も引き続き「集電用ブラシ・集電子」の使用例紹介の第三弾をお送りいたします。
▼過去記事はこちら
●第一弾
「溶接ロボットシステムのポジッショナーに使用される集電子について」
https://ja.nc-net.or.jp/company/95640/product/detail/246106/
●第二弾
「ワイヤ放電研削用回転テーブルに使用される集電子について」
https://ja.nc-net.or.jp/company/95640/product/detail/246639/
おさらいとなりますが、集電用ブラシは、自己潤滑性に富み、大電流通電、高速摺動に対応し、機械的強度も高いため、様々な動きながら通電の必要な用途で使用されています。
回転しながらの通電や、長い距離を移動しながらの通電が得意分野です。
遊園地などにある遊具にも集電子ブラシは使用されています。
遊園地の遊具は様々ありますが、例えば回転するメリーゴーランドの電飾への給電や自走式アトラクションのモータへの給電などに使用されているものもあります。
自走式アトラクションの給電とは、アトラクション自体がモータで走行しながら、モータに送る電気を集電子ブラシで走行しながらレールから給電しています。
アトラクションの動きに合わせて低速~高速、アップダウン、急転回などでもモータに電気を送るために安定した摺動と通電が必須です。
アトラクションを外から見ても集電子ブラシを目にすることは難しいですが、もしかしたら大好きなアトラクションに弊社の集電子ブラシが使われているかもしれません。
【写真 上】
アトラクションに使用される集電子ブラシ
弊社では、各種使用条件(高温、薬品、腐食雰囲気、塩害等の劣悪環境含む)に対応した、
多種多様な材質を取り揃えております。
▼材質に関する記事はこちら
「産業用ブラシ と集電子用材質」
https://ja.nc-net.or.jp/company/95640/product/detail/246225/
また、製品寸法も10mm以下から100mm以上まで対応可能な他、付属部品の取り付けも可能になります。
ご要望がありましたら、お気軽にお問合せください。
目には見えないところで、私たちの生活を支えている集電子
ぜひ次回もお楽しみに!
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!
皆様、こんにちは。今回は弊社で製作しています、カーボンブラシのペレット、ブロックについてご紹介させて頂きます。
弊社の製品は、まずお客様の用途に合った材質を開発、選定させて頂き、材質が決定しましたら、粉の配合→素材の成型をします。
詳しくはカーボンブラシの製造工程のご紹介②をご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/236861/
カーボンブラシに電流を供給するためのリード線の取り付け方法には、主に2種類あります。
成型時、カーボンブラシの材料粉末にリード線も埋め込んで圧力で固定する方法もしくは後から加工でカーボンブラシ本体に取付ける方法です。
電動工具、家電、産業用のカーボンブラシはリード線を後から取付ける工法が取られるケースが多く、当社では加工工場様向けに、ペレット、ブロックの販売も行っております。
①ペレットを製作 (ロット:500個から)
お客様使用のカーボンブラシサイズに近い金型に粉を入れ成型します。
生産数の多い製品に使用する場合が多いです。
ペレットサイズは多種類あります。お求めのサイズに応じ類似の金型があるかお探しします。
厚み寸法は材質により要相談となります。
②ブロックを製作 (ロット:10枚から)
原料粉末をブロック状に成形し、その後お客様使用のカーボンブラシサイズに切断して使用 します。
製品のサイズや必要数に合わせてブロックの厚みは調整が可能で、最大50㎜程度までご指定頂けます。
お客様の用途に合わせた材質のご提案もさせて頂いております。ぜひお気軽にお問い合わせ下さい。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回は製品になる一歩前のペレット、ブロックについてお届けしました。
ぜひ次回もお楽しみに!
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035
愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!

皆さんこんにちは!富士カーボンEMIDAS担当です。今回は以前にご紹介いたしました受託生産事業のフレキシブルバスバーについて詳しくご説明を差し上げたいと思います。
【EV車内の電流配線は次世代化が必要】
電気自動車(EV)の普及に伴い、バッテリーからモーターやインバータへの大電流配線のニーズが増大しています。
従来の太いケーブルでは、車両内の限られたスペースに配線を収めることが難しく、振動による緩みや劣化も課題となっていました。
特に高性能EVでは、複雑なレイアウトに加えて、重量や放熱性能も重要視されるようになっています。
【配線設計の自由度と信頼性の両立】
狭所配線や複雑な機構に適応できることで従来よりも自由な設計が可能になります。
配線の自由度が向上することで、エンジニアはより合理的なレイアウト設計が行え、作業工数の削減や製品の小型化にも寄与します。
【振動環境にも対応する安心感】
電気機器や産業機械、自動車といった常に振動が加わる環境においても、柔軟性のある構造が応力を吸収。
断線リスクを抑えるとともに、機器全体の安定稼働に貢献します。
この「曲げられる信頼性」が、EVや再生可能エネルギー分野でも重宝される理由です。
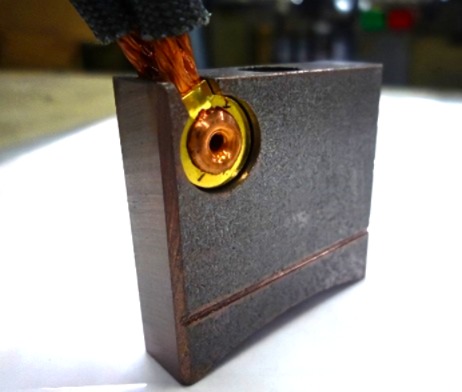
リード線を用いたフレキシブルバスバーは従来の銅などの積層タイプやケーブルに比べより柔軟な構造のため、設計の自由度と信頼性を飛躍的に高める部品です。
電力機器、自動車、再生可能エネルギー分野など、未来のインフラを支える重要な電気接続技術として注目されています。
【製品寸法例 1】
<リード線仕様>
断面積 3 ~ 16(編線・撚線)
<溶接部寸法>
厚み 1.3 ~ 6.0(リード線径により要相談)
幅 2.5 ~ 6.0(リード線径により要相談)
長さ 3.5 ~ 9.0(溶接機の容量により要相談)
【製品寸法例 2】
<リード線仕様>
断面積 8 ~ 10 (平編線)
<溶接部寸法>
厚み 0.8 ~ 1.0(リード線厚みにより要相談)
幅 13 ~ 17(リード線幅により要相談)
長さ 1.5 ~ 7.5(溶接機性能により要相談)
注)溶接後任意の寸法にて切断するため溶接部長さ寸法は調整が可能です。
但し、溶接部の面積には設備性能で制限があります。
ぜひ、次世代配線にご活用ください。
ご興味・お困り事がある方は、お気軽にお問合せください。
以上、EMIDASお役立ち情報更新のお知らせでした!
次回以降の更新をお待ちください!
富士カーボンEMIDAS担当より
株式会社富士カーボン製造所は、用途別に最適な材質を導き出すために、電気黒鉛質から金属黒鉛質まで多彩なラインナップを揃え、モータ性能を最大化する提案を行っている。カーボンブラシ専門メーカーとして長年蓄積した材料知識と加工技術を基盤に、要求性能に適合する材質を選び抜き、幅広い産業で信頼性向上に貢献する。
【材質特長を軸にした提案力の価値】
弊社が提供するカーボンブラシは、黒鉛材の特性を深く理解したうえで用途に応じて最適化されている。電気黒鉛質は高導電性と安定した摺動性能を発揮し、大型産業用モータに適する。一方、天然黒鉛質は低摩擦で高速回転領域において優れた耐久性を示す。炭素黒鉛質は電動工具の負荷変動に強く、樹脂結合質は交流小型モーターで高速性を発揮する。さらに金属黒鉛質は低抵抗で車載モータなど高電流環境に対応する。これら素材を自社内で配合し、目的に応じて組み合わせることで、顧客要求に即した最適性能を実現できる。
【用途別に最適材質を導く技術力】
弊社の強みは、用途を細かく読み解き、最適材質を科学的根拠に基づいて選定する点にある。用途別の特性は次の通り
・高出力用途は金属黒鉛質で低抵抗と耐久性を両立
・高速回転には天然黒鉛質が摺動音低減に寄与
・騒音要求には柔らかい炭素系材質で整流皮膜形成を安定化
・高温高湿環境には耐環境性を高めた材質を調整
・振動が大きい用途にはリード構成や含浸処理を最適化
図面が無い場合の再現製作や、既存材質からの改善提案にも対応し、試作から量産まで一貫した品質で支援できる体制が整っている。
【競合と差がつく総合力と材料ラインナップ】
豊富な材質ラインナップに加え、素材配合から焼成、加工、検査までを自社で一貫管理できる総合力が競合との差別化要因である。国内外の生産拠点はISO9001、ISO14001、IATF16949を取得し、業界標準に基づく品質保証体制を確立している。多品種少量生産にも柔軟に対応でき、材料開発と設計技術を融合させた迅速な提案が可能であることから、車載、電動工具、家電、産業機械など幅広い分野で信頼を獲得している。材質選定から総合的な性能最適化にまで関与できる点が弊社の最大の強みである。
【まとめ】
多様な用途に応えるために幅広い材質を自社で扱い、最適な性能を導き出す技術が弊社の価値を高めている。素材特性、摺動条件、環境要件を総合的に踏まえた提案は、モータの信頼性向上と開発効率の向上に直結する。用途に最適なカーボンブラシを検討される際は、ぜひ弊社の技術力を活用いただきたい。
【企業情報】
株式会社富士カーボン製造所
所在地:〒446-0035
愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
HP:https://www.fuji-carbon.co.jp/
>回るを支え、動くをつくる>>>
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!
カーボンブラシの製造でお困りの方は、富士カーボン製造所へお気軽にお問い合わせください!
日本、中国、台湾、ベトナム、インドに拠点があり、全世界で、ISO9001、ISO14001、IATF16949を取得しております。
自動車用モーターをはじめ、家電、弱電、電動工具など様々な業界での実績がございます。
カーボンブラシの開発から、試作、量産まで、一貫生産にて対応しています。
詳しくは弊社のホームページをご覧ください!(^_-)-☆
https://www.fuji-carbon.co.jp/
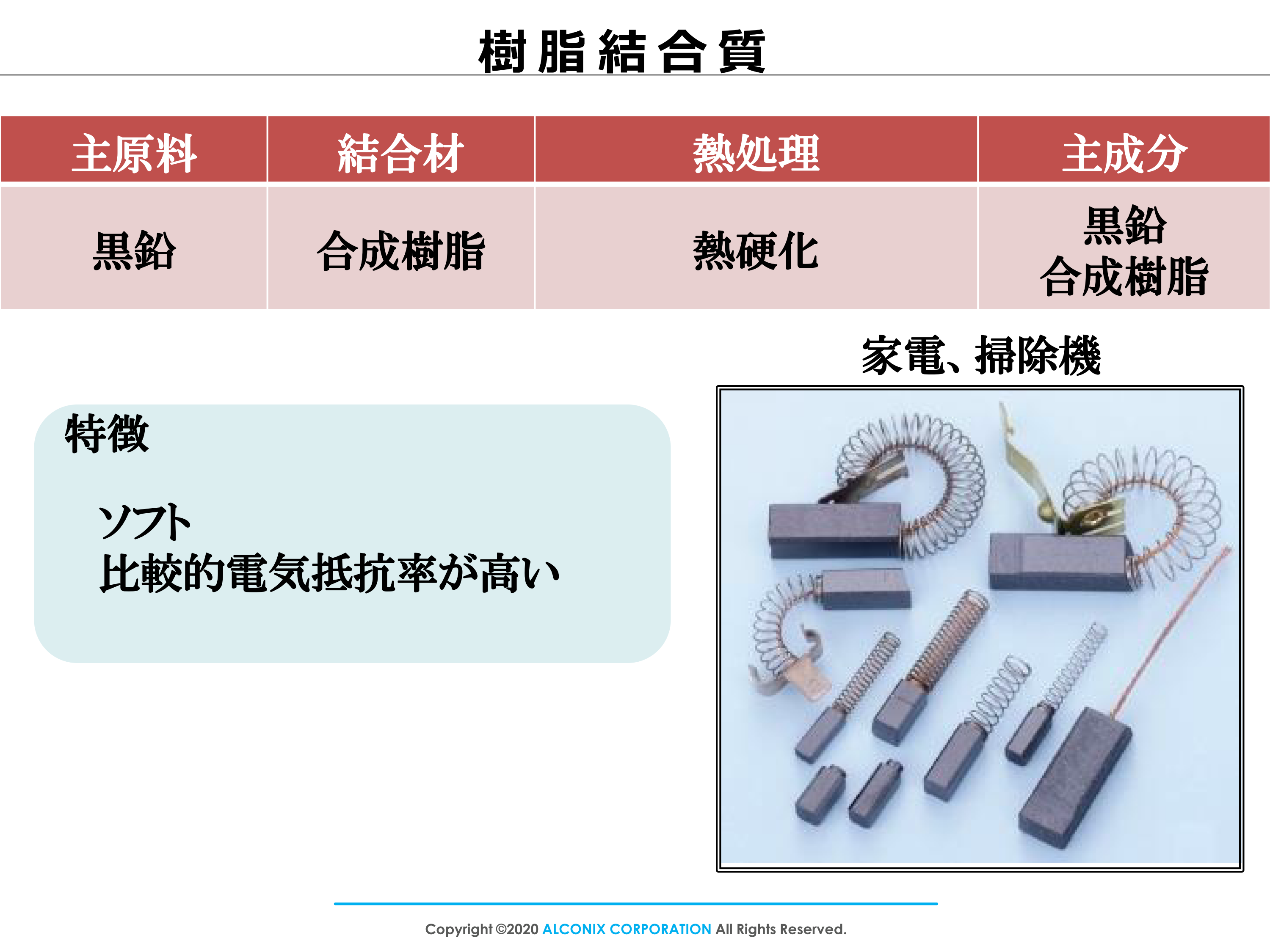
今回はカーボンブラシの種類・材質⑤「樹脂結合質」について、ご説明致します。
樹脂結合質は、クリーナーなどの家電用ACモーターでご採用いただいている材質です。
材質の特徴として整流が良く、抵抗率が調整しやすい材質となっているため100Vの低圧用~200Vの高圧用まで幅広く対応可能です。
名前の通り合成樹脂をバインダーとして使用した材質ですが、他の材質との一番の違いは熱処理の温度です。
これまでに紹介した炭素黒鉛質や金属黒鉛質などの材質にもバインダーとして合成樹脂を使用していますが、樹脂結合質の熱処理は他の材質の熱処理温度よりも低く、樹脂の硬化温度帯での処理が特徴です。
そのため、他材質では熱処理時に合成樹脂が全て炭化した状態になるのに対し、樹脂結合質は熱処理後もブラシ内に合成樹脂を硬化した状態で残します。これが樹脂結合質と呼ばれる所以です。
ここで少し合成樹脂についてご説明いたします。
合成樹脂には主に熱可塑性樹脂と熱硬化性樹脂の2種類があります。
熱可塑性樹脂は加熱すると軟化し、冷却すると固まる性質があります。
これは加熱によって高分子の中では比較的弱い結合である一次元の鎖状構造を作るため、固まった樹脂は再加熱によって再び軟化します。
熱硬化性樹脂は加熱すると重合反応が起こり、三次元の網目構造を形成し、強固な結合をもつため再び加熱しても軟化しません。
これらの性質から熱可塑性樹脂はチョコレート、熱硬化性樹脂はクッキーと例えられることがあります。
また一般的にはどちらも絶縁性能があり、目的に応じて2種類の樹脂を適切な配分で混合しています。
これらの事から、樹脂結合質は、ブラシ内に樹脂の分子を残しているので抵抗率が高く、炭化させる材質と比べて柔らかさを持たせられる材質です。
モーター稼働時には稼働時の発熱により熱可塑性樹脂が軟化することでブラシの座乗性が向上します。
座乗性とは振動に対する摺動面のズレにくさや、摺動面が整流子に均一に接触する性能等の事です。
座乗性が向上することでブラシのチャタリングが抑制され、火花の発生や静音性の向上に繋がります。
また熱硬化性樹脂は熱可塑性樹脂に比べ耐熱性が高い性質があり、モーターの稼働時の熱では軟化しないため、機械的強度と耐熱性を持たせることができます。
つまり2種類の樹脂の特徴を適度なバランスで生かす配合が大事な材質なのです!
樹脂結合質がクリーナーなどの家電用ACモーターに使用されているのは、上記の特徴によってモーターが高速で連続稼働する場合でもブラシと整流子が安定して接触し続けることができるからです。
このように、樹脂結合質はブラシ内に樹脂が残った状態になるため、使用する樹脂の絶縁性や耐熱性などの性質によってブラシの物理特性を調整することができます。
弊社では、使用する合成樹脂の種類や割合を調整することで、モーターの用途や仕様に応じて、抵抗率や機械的強度、耐熱性などを調整し、お客様のご要望に合わせた材質を開発しています。
お困りごとがあればお気軽にお問い合わせください。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回はカーボンブラシの種類・材質⑤「樹脂結合質」についてお届けしました!
ここまで5種のカーボンブラシ材質についてご紹介いたしました。
全てご覧いただいた皆様は、カーボンブラシについての理解が深まっているものと思われます。
次回以降の記事についても、ぜひお楽しみに!
・・・・その他材質シリーズ記事のご紹介
カーボンブラシの種類・材質①「電気黒鉛質」について
https://www.nc-net.or.jp/company/95640/product/detail/199977
カーボンブラシの種類・材質②「天然黒鉛質」について
https://ja.nc-net.or.jp/company/95640/product/detail/203030/
カーボンブラシの種類・材質③「金属黒鉛質」について
https://ja.nc-net.or.jp/company/95640/product/detail/213488/
カーボンブラシの種類・材質④「炭素黒鉛質」について
https://ja.nc-net.or.jp/company/95640/product/detail/218211/
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・是非ご覧ください☆
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○
https://www.fuji-carbon.co.jp/
特殊炭素製品(軸受カーボン製品)メカニカルカーボン

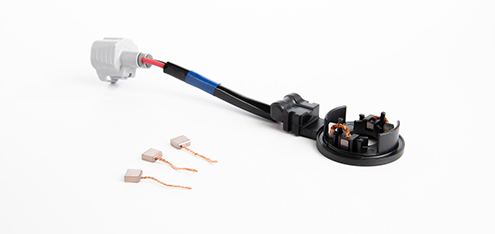
用途 エンジンクーリングファンモーター(ECF)
用途 ・自動車用ワイパー用モータ
・自動車用パワーウィンドウ用モータ
・自動車用パワーシート用モータ
・介護用リクライニングベッド用モータ
用途 自動車、二輪、船舶用エンジンスタータ

用途:産業用大型直流機(紙の巻取り機・伸線機など) 工場用のホイスト・クレーン
遊園地のアトラクション・搬送台車
溶接機 など

今回は不具合事例シリーズ第一弾として、『脱亜鉛現象によるカーボンブラシのホルダー内固着』についてご紹介致します。
一般的にカーボンブラシはホルダーといわれる箱の内に収められており、スプリングで押し出され整流子と接触し、通電する仕組みになっています。
カーボンブラシがホルダー内でスムーズに動くことができなくなると、通電不良が発生し、モータ不作動になる事があります。
スムーズに動かなくなる原因は多々ありますが、今回は梅雨の時期によく問い合わせをいただく「脱亜鉛現象」についてご説明致します。(梅雨の時期は過ぎてしまいましたが・・・苦笑)
ホルダーは金属(真鍮など)や樹脂(熱可塑性・熱硬化性共に)が使われておりますが、真鍮のホルダーの場合に発生する現象です。
これは真鍮に含まれている銅、亜鉛及び水分が接触して一種の電池が構成され、亜鉛の選択的腐食(脱亜鉛腐食)が発生します。
その腐食されて亜鉛がホルダーとカーボンブラシの間に蓄積されます。通常この反応は非常に遅く固着(カーボンブラシがホルダーに張り付く事)まで至らないのですが、カーボンブラシに二硫化物が添加されている場合反応が促進されて固着が起こりやすくなります。
梅雨明けしましたが、この現象は特に気温が高く湿気の多い場合に起こりやすい傾向があります。ブラシの動きが悪くなってしまったときは、この現象が原因かもしれませんね。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日『脱亜鉛現象によるカーボンブラシのホルダー内固着』についてお届けしました!
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○
今回は最近取り組み始めた新規事業のご紹介を致します。
弊社はカーボンブラシ一筋で約90年(2025年で創業90周年となります)製造販売してまいりました。昨今の取り巻く環境変化(ブラシレスモータの台頭、ガソリン車減少による内燃系モータの減少など)に合わせて、カーボンブラシ事業の技術を引き続き磨いていくと共に、事業内容の革新を進めています。
ひとつは、カーボン/グラファイトの経験と知識を生かしたメカニカルカーボンなどのカーボンブラシ以外に使用されるカーボン素材の開発です。
詳細は下記記事参照ください
https://ja.nc-net.or.jp/company/95640/product/detail/178921/
もうひとつは、素材の知識を生かした事業の開拓とは別に、
カーボンブラシを製造する上で培った製造技術を利用した他製品の受託生産事業です。
(粉末成型・熱処理・アッセンブリーなど)
今回は受託生産事業の一例をご紹介したいと思います。
カーボンブラシのアッセンブリーで用いるスポット溶接の技術を活用した
「フレキシブルバスバー」生産のお手伝いです。
従来のバスバーは銅や真鍮の板材のプレス品が一般的で、
接続部に対して若干のズレで取付が困難になるケースや、
振動の影響での疲労破壊が発生するなど困り事があるそうで、
フレキシブルバスバーの需要が増えてきているようです。
某企業様からフレキシブルバスバーを生産する上で、
導体の両端を溶接にて固める事ができないか?というご相談を受けました。
カーボンブラシはリード線先端部のバラケ防止でスポット溶接する事や、
ホルダー・端子に対してリード線をスポット溶接しますので、
その製造技術と設備を活用し、受託生産で協力させていただいています。
別途設備/装置のご紹介を差し上げていますが、
ご興味・お困り事がある方は、お気軽にお問合せください。
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035
愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!

皆さんこんにちは!富士カーボンEMIDAS担当です。
これまでは弊社の取り扱っている製品・材質を大きな分類でご紹介してきましたが、
「こんな所にも」といった感じで、もう少し具体的な用途での製品をご紹介いたします。
今回は過去に「カーボンブラシの役割②集電用」でご説明した「集電子」の使用例になります。
過去記事はこちら
「カーボンブラシの役割②集電用」
https://ja.nc-net.or.jp/company/95640/product/detail/192438/
集電用ブラシは、自己潤滑性に富み、大電流通電、高速摺動に対応します。
機械的強度も高い為、様々な用途で通電の必要な摺動材として使用されています。
これらの特徴を生かした使用例として、溶接ロボット用システムの作業台(ポジショナ)があります。
ワークを作業台に固定し、溶接姿勢を制御しながらワークへの通電を行い最適なポジションでの溶接が可能となります。
小型から大型まで多くの溶接ロボット用システムに使用されています。
溶接用のみではなく、放電加工機(EDM)周辺機器のCNCテーブルにおいてもワークへの通電用としても使用されています。
弊社では、各種使用条件(高温、薬品、腐食雰囲気、塩害等の劣悪環境含む)に対応した、多種多様な材質を取り揃えております。
過去記事はこちら
「産業用ブラシと集電子用材質」
https://ja.nc-net.or.jp/company/95640/product/detail/246225/
また、製品寸法も10㎜以下から100㎜以上まで対応可能な他、付属部品の取り付けも可能になります。
【 写真上 】
ポジショナ用集電子
(工作機器メーカー向け)
工作機械用集電子のご要望がありましたら、お気軽にお問合せください。
目には見えないところで、私たちの生活を支えている集電子。
ぜひ次回もお楽しみに!
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!

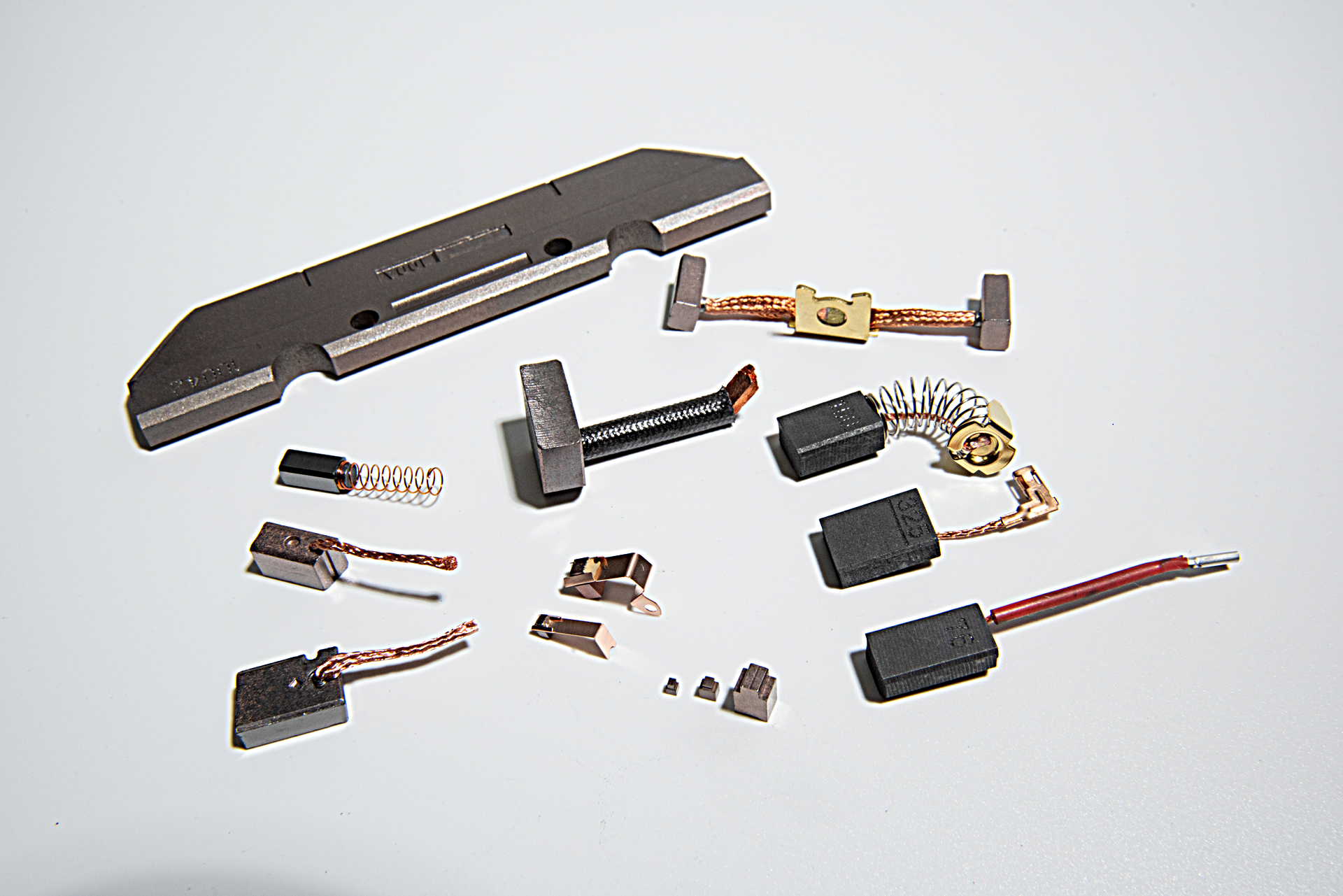
家電モータ用ブラシ
今回はカーボンブラシ(黒鉛)が導電性を持つのはなぜ?についてご説明致します。少し専門的な説明が続くので、お急ぎの方・科学はちょっと苦手だなという方は2段落分飛ばしていただいてもOKです。
導電性とは、電気を通す性質の事です。
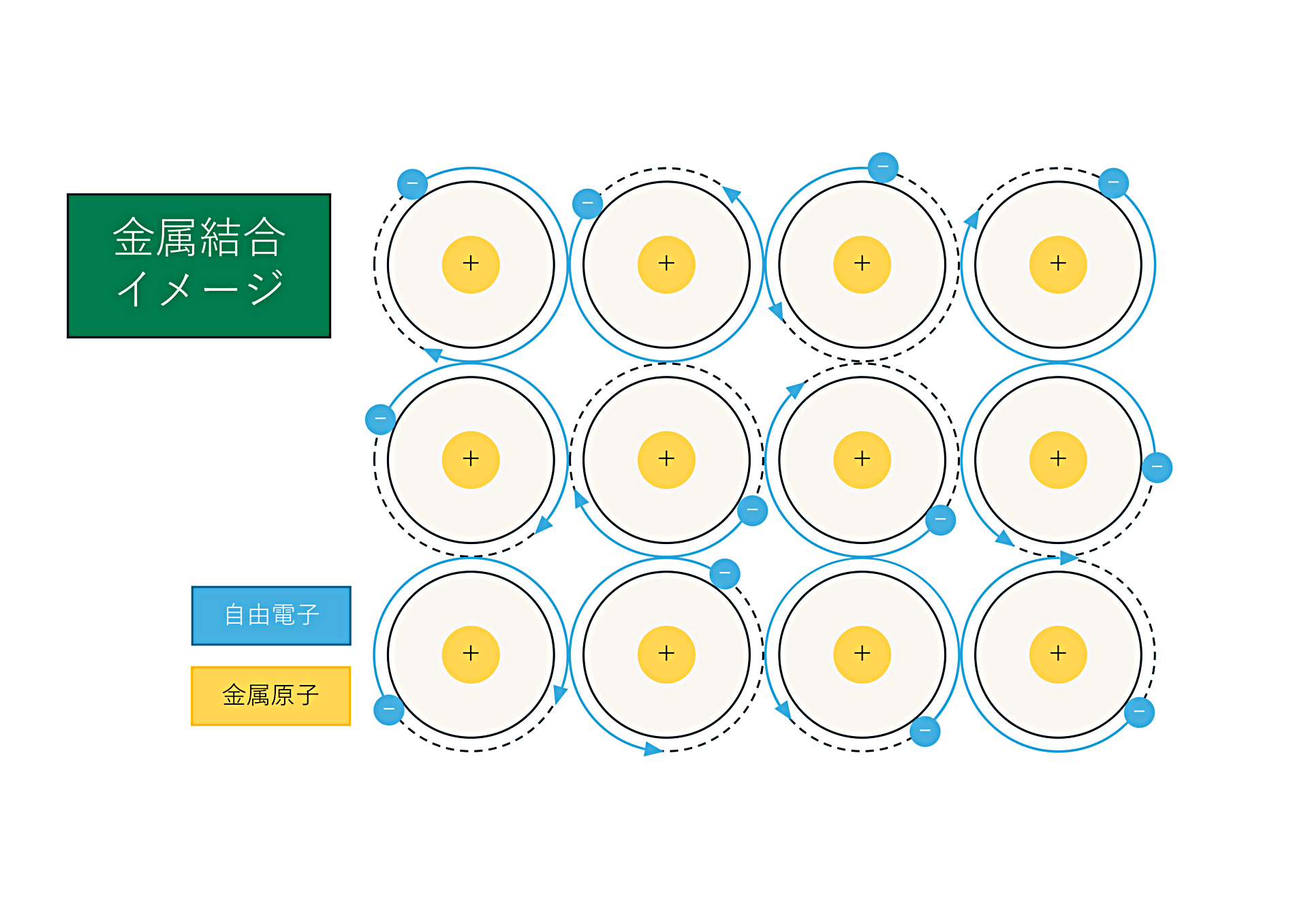
電気を通す素材の代表として金属を例に説明します。
金属はプラスの電荷を持ち、周囲に自由電子というマイナスの電荷を共有し合う状態で安定しています。
自由電子が原子間を動き回れる状態であるため、電気エネルギーを伝えやすいのです。
ここで本題の黒鉛に戻します。
以前に「カーボンブラシ(黒鉛)が摺動性に優れるのはなぜ?」をご紹介しました。
この特性は黒鉛の結晶構造によって成り立っていることを説明しました。
詳しくは下記リンクより一読ください。
https://ja.nc-net.or.jp/company/95640/product/detail/203254/
炭素原子は電子を共有し。最大4つの原子と結びつくことができ、3つの原子と結びついて黒鉛となっています。
残った1つの電子は金属の様に自由電子のようにふるまうと考えられています。
黒鉛は非金属でありながら導電性を持つ背景が金属に近いため、黒鉛は導電性を有することができるのです!。
ちなみにダイヤモンドは4つの電子を全て結合に使っているので導電性を持たない炭素となります。
飛ばしてきた方向けにも要点を説明しますと、
黒鉛は金属ではないのに、電気を通す要因が金属に近い特別な素材であるということです!
ちなみに黒鉛はどのくらい導電する能力があると思いますか?
体積抵抗率という指標があり、参考に0℃での金・銀・銅と黒鉛を並べます。
いずれも使用環境や純度、結晶の発達具合により異なるため、一概には言えない場合もありますが、
数字が小さいほど、抵抗が少ない=電気を通しやすいということになります。
金(Au):2.05×10^-8 Ω・m
銀(Ag):1.47×10^-8 Ω・m
銅(Cu):1.55×10^-8 Ω・m
黒鉛(C):1375×10^-8 Ω・m
単位の×10^-8は「0.00000001倍」のことです。Ω・mは体積抵抗率を表します。
金属と黒鉛は素材として1000倍くらいの差ということですね!
・・・
・・・金属より1000倍近く体積抵抗率が高いなら、そんなに導電性が優れているとは言えないのでは?
と思った方もいると思います。
参考に、海水は塩分などの電解質を含んだ、電気を通しやすい液体ですが、
2.0×10^-1 Ω・m程度(金の約一千万倍の数値)、
人間の皮膚は5.0×10^5 Ω・m程度(金の約25兆倍の数値)、
樹脂は10^10~10^16 Ω・m程度(金の約50京~5000垓倍の数値 ※種類により前後あり)
らしいです。
そのように考えると非金属の中では導電性に優れていると考えられます!
また、黒鉛は潤滑性を有しながら、金属と隔てた体積抵抗率を持つからこそ、黒鉛の配合量や成型方法を調整することで一定の範囲内でブラシの抵抗率を調整することができ、カーボンブラシとして使用する際の整流性能を調整しやすくなっているため、この差は意味のある違いであると考えられます。さらに、黒鉛は物質としての安定性から酸やアルカリに対する耐腐食性もあるので、金属が腐食しやすい環境でも黒鉛であれば代わっていける可能性もあります。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回はカーボンブラシ(黒鉛)が導電性を持つのはなぜ?
についてお届けしました!
詳細なご質問やご相談ありましたら、自社HPの問合せにて、お気軽にご質問下さい。
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○
今回は、左の写真のマイクロモーター用ブラシについて、実際に使用されている身近なモノと合わせてご紹介します。
まず、マイクロモーター用ブラシとは、その名の通り、
外観が非常に小さいのが特徴です。
機械等の小型化に合わせ、モーターも小型化、
それに付随してカーボンブラシも小型化するのです。
実際にどういうところで使われているのかというと、
基本的に紙の巻取りを担う機器で使用されることが多いです!
例を挙げると、セルフレジ(紙幣の巻取り)、自動販売機(紙幣の巻取り)、
プリンター(印刷)、ATM(明細書・カード挿入補助)などなどです。
セルフレジやプリンターの中には
当社のカーボンブラシが使われているかもしれません!
その他自動車のドアミラー(自動開閉)や
洋式トイレ(便座の自動開閉)にも当社の製品が使われています。
こんなに小さな部品でも、モーターを回し、
便利を生み出すためには必要不可欠なのです。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日はマイクロモーター用ブラシについてお届けしました!
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○

海外拠点のエミダスHP開通から少し間が空いてしまいましたが、弊社海外拠点の紹介をしたいと思います。今回はベトナムの富士カーボン(ベトナム)有限会社について説明いたします。
株式会社富士カーボン製造所の100%出資で2006年5月に設立し、
2007年11月に操業開始をしました。
ベトナム東南部のドンナイ省に位置しており、Amata工業団地に入っています。ベトナム最大都市のホーチミン市より北東に約40kmに位置し、移動は車で1時間弱のためアクセス良好です。ドンナイ省はベトナムに最も工業団地が多い地域であり、ベトナム南部をはじめ、全土経済に大きく寄与しています。また2020年には、ベトナム北部顧客のフォローや新規開拓の強化のため、ハノイ営業所を開設しました。
ベトナム首都は北部にあるハノイですが、最大都市のホーチミン市はフランス統治時代の影響で、コロニアル建築物が多く残り、ベトナム料理とともにフランス料理もバリエーション豊富です。代表的に生春巻やフォーが有名ですが、ベトナムバインミー(パン)もおすすめです。また、ホーチミン市内より北西に約70kmの位置にクチ地下トンネルがあります。ベトナム戦争だった時にゲリラ線の根拠地として基本的に手作業で作られました。これはベトナム人の知恵や忍耐を象徴するものだと言われており、米軍の脅威となっていたようです。是非に工場見学と合わせて計画いただければと思います。
富士カーボン(ベトナム)有限会社は、生産キャパシティは年間1億個以上の商品生産のIRCを有しております。特徴としては他拠点同様に日本規格と技術に則ったカーボンブラシの製造・販売の他に、他拠点では製造していない金型作製用の放電電極用カーボンやカーボンダイなどの特殊炭素製品の製造・販売もしています。カーボンブラシの販売先としては、9割が日系企業で、ローカル企業の比率は低い状態ですが、東南アジアを中心に幅広く対応をできますので、お気軽にお声掛けください。
富士カーボン製造所との情報共有を密に行い、技術指導やノウハウを活かしながら、適切に管理された生産工場として連続改善でQCDSに取り組んでいます。営業部だけでなく生産部や管理部にも日本留学経験者の管理者・社員がいるので、日本語・ベトナム語での対応やフォローをさせていただきます。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回は富士カーボンの海外拠点紹介4弾 「富士カーボン(ベトナム)有限会社」についてお届けしました!
順次他の工場・拠点についてご紹介予定です!
富吉炭素股份有限公司(台湾 台北市、工場は新北市)についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/228047/
富士碳素(昆山)有限公司(中国 江蘇省 昆山)についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/228049/
広州福集電気工業有限公司(現:富士碳素制造(广州)有限公司 中国 広東省 広州)についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/228050/
大まかにはHPにも掲載していますのでご興味があれば下記リンクよりご覧ください。
https://www.fuji-carbon.co.jp/company/access/
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○

今回は弊社の拠点についてご紹介いたします。「富士カーボンの工場紹介」と題し、その1弾として管池工場についてご紹介致します。
最寄り駅である三河安城駅から徒歩15分、新幹線の停車駅として東京から約2時間、新大阪から約1時間のためアクセス良好です。
古くからの田園と自動車産業で栄えた都市機能で農・工・商がそろった安城市に位置し、東海道線沿いに安城駅⇒名古屋方面に進む途中、左手に緑が映える社屋が特徴的な工場です。
「すがいけ」と読みますが、「すが」は「菅」ではなく「管」です。
管池工場は1979年5月に操業を開始しました。
操業以降は全拠点で唯一、配合工程を行っている工場です。
配合工程とは、原材料とバインダーの計量から始まり、混練・乾燥・粉砕・篩別を行い、カーボンブラシの素である処理黒鉛を製造する工程です。
弊社で生産する全製品で最初に行う工程なので、全ての製品の品質を担っているといっても過言ではありません。
そのため、配合工程を行う管池工場は弊社のノウハウが詰まったカーボンブラシにとっての心臓部と言える非常に重要な拠点となります。
配合工程の重要性から管池工場には技術開発や品質保証を行う部署が設置されています。
製品の検査や分析を迅速に行うために下記の設備を使用しています。
【技術開発・品質保証設備一例(管池工場)】
①走査型電子顕微鏡/エネルギー分散型X線分光分析装置(SEM/EDS)
表面構造の観察や組成の分析、元素分析が可能です。
②マイクロスコープ
高倍率かつ迅速に評価・解析が可能です。
③画像測定器
製造したブラシ等の寸法を高い精度で測定可能です。
これらの設備を用いた分析の委託も請け負っていますので、ご要望があればご連絡ください。
このように徹底した品質保証体制のもと、弊社で使用する全ての処理黒鉛を管池工場で製造し、国内外の拠点へ供給しています。また配合工程以外にもマイクロモーター用ブラシ・集電子・軸受カーボン製品の成型や焼成、 ラジエーターファン用ブラシの加工など様々な工程を行っているので、原料から製品までの管理を即時に行う事ができる拠点でもあります。
顧客の要望や様々な用途に応じて各拠点でカーボンブラシを製造するため、原料や配合設計を一括管理し、小ロット・多品種にも対応する体制を設けているのが弊社の強みです。
また、まだ世に出ていない新規材質を作る拠点でもあり、技術開発部署が原料や各製造工程を常に見直し、よりよい製品づくりに努めています。
配合工程でのノウハウの積み重ねと技術開発・品質保証体制を備えているからこそ、製品に応じて適切に処理黒鉛を製造することができ、 多品種生産を可能としているのです!
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回は富士カーボンの工場紹介1弾「管池工場」についてお届けしました!
順次他の工場・拠点についてご紹介予定です!
浜名湖工場についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/226250/
本社工場についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/227060/
東京営業所についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/227096/
その他拠点については大まかにはHPにも掲載していますので
ご興味があれば下記リンクよりご覧ください。
https://www.fuji-carbon.co.jp/company/access/
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●
今回は、「カーボンブラシの役割」について、ご紹介します。まず、カーボンブラシの主な役割として
①「整流用」、②「集電用」、③「接点用」で分類されます。
この記事では②の「集電用」についてご紹介します。
【集電用カーボンブラシの役割】
②の「集電用」カーボンブラシというのは、
摺動しながら通電させる必要がある機械に電気を取り込む役割として使用されます。
また、「集電用」として用いられるカーボンブラシは「集電子」とも呼ばれています。
それでは「集電用」カーボンブラシがどのように役立っているのか、
「電車」を例に挙げて説明させていただきます。
まず、電車が動く仕組みとして、変電所などの外部から電気を供給して
モーターを作動させることで、車輪が回転し走行するようになっています。
電気の流れとしては、
「変電所」⇒「架線」⇒「パンタグラフ」⇒「電車」⇒「レール」⇒「変電所」となります。
パンタグラフとは電車の屋根の上部分に取り付けられている装置のことで、
接触することで架線から電気を取り込む役割を担っています。
ただ、外部から電気を供給し電車を走行させ続けるためには、
架線とパンタグラフが常に接触している必要があります。
そこで、架線とパンタグラフの接触部分として、
「自己潤滑性・耐摩耗性・電気伝導性」に優れた
「集電用」カーボンブラシが必要不可欠となるわけです。
「集電用」カーボンブラシを接触部分とすることで、
摩擦による架線へのダメージを抑え、
電車を走行させながら安定した電気の供給を可能とするわけです。
これはカーボンブラシだからこそなせる業であるともいえます。
その他、ホイストクレーンや溶接機、レールを用いる重量級の搬送台車などにも
「集電用」カーボンブラシが使われています。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日はカーボンブラシの役割②「集電用」についてお届けしました!
次回はカーボンブラシの役割③「接点用」についてお届けする予定です。
ぜひ次回もお楽しみに!
・・・・過去記事のご紹介
カーボンブラシの役割①整流用について
https://www.nc-net.or.jp/company/95640/product/detail/192434/
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・是非ご覧ください☆
・・・・次回記事のご紹介
カーボンブラシの役割③接点用について
https://ja.nc-net.or.jp/company/95640/product/detail/194901/
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・是非ご覧ください☆
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○

今回は、「カーボンブラシの役割」について、ご紹介します。まず、カーボンブラシの主な役割として
①「整流用」、②「集電用」、③「接点用」で分類されます。
この記事では③の「接点用」についてご紹介します。
【接点用カーボンブラシの役割】
③の「接点用」カーボンブラシというのは、様々な使われ方がありますが、
大きく分けて、(1)「電気抵抗値の可変」、(2)「電気を外部へ逃がす(アース)」の
2種類の役割があります。
(1)の「電気抵抗値の可変」を役割とする「接点用」カーボンブラシは、
可変抵抗器と呼ばれる機器に搭載されています。
可変抵抗器は、抵抗体と、その表面を移動する接点(ブラシ)で構成されており、
接点が抵抗体上を摺動し、その移動した変位量に応じて
電気抵抗値を変化させることができます。
この接点の一つとしてカーボンブラシが採用されています。
代表的な使用例としては、オーディオ機器の音量調整が挙げられます。
オーディオ機器のつまみ部分を回す又はスライドさせることでつまみ部分に
接続したブラシを任意の位置に移動させ、その変位量に応じて
電気抵抗値が変化することにより、電流・電圧が変化し、
音量の上げ下げが可能となります。
ちなみに可変抵抗器はずっと昔からオーディオ機器のボリューム調整として
使用されることが多かったため、通称「ボリューム」とも呼ばれています。
若い世代の方はあまり目にする機会は少ないと思いますが、
カラオケでデンモクから曲を受信する機器本体にボリュームが
搭載されているのをまだ見かけますので
もしカラオケに行くことがあれば、確認してつまみで音量調節してみてください。
(2)の「電気を外部へ逃がす(アース)」を役割とする「接点用」カーボンブラシは、
電磁ノイズ除去や電食 防止を目的として使用され、機械や設備の性質や
構造によって生じてしまうノイズや電位差が他の機械や設備に対し、
悪影響を及ぼさないように軽減する意図があります。
電磁ノイズについて下記URLにて詳しく説明しております!
https://bbs.nc-net.or.jp/company/95640/product/detail/195659/
例えばEV車では電源として直流バッテリーを用いますが、
交流モーターの採用が主流なためインバーターが組み込まれます。
電子制御部品が豊富に使われるようになった現代の車では、
インバーター等を発生源とした電磁ノイズによって、精密な電子制御部品が
相互に影響し、障害を起こす可能性があります。
また、モーターにおける「電食」というのはシャフト周辺の
正規の電気の通り道ではないところに電位差が生じることで
電子の授受が発生し、シャフト周辺の金属が腐食してしまう現象です。
インバーター制御のモーターや電動機でよく見られ、シャフト損傷の要因となります。
そこで、回転軸にカーボンブラシを接続して車体にアースし、
インバーターやシャフトから放出される電磁ノイズを抑制することで
AMラジオのノイズ除去等に役立てられることが期待できる他、
抵抗値が低いカーボンブラシに電気が流れ、
電気を外部へ逃がすこと(アース)が可能となり、電食を防ぎます。
(1)、(2)のいずれもカーボンブラシが使われる理由として、
「自己潤滑性・耐摩耗性・電気伝導性」に優れているからです。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日はカーボンブラシの役割③「接点用」についてお届けしました!
ぜひ次回もお楽しみに!
・・・・過去記事のご紹介
カーボンブラシの役割①整流用について
https://www.nc-net.or.jp/company/95640/product/detail/192434/
カーボンブラシの役割②集電用について
https://ja.nc-net.or.jp/company/95640/product/detail/192438/
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・是非ご覧ください☆
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○
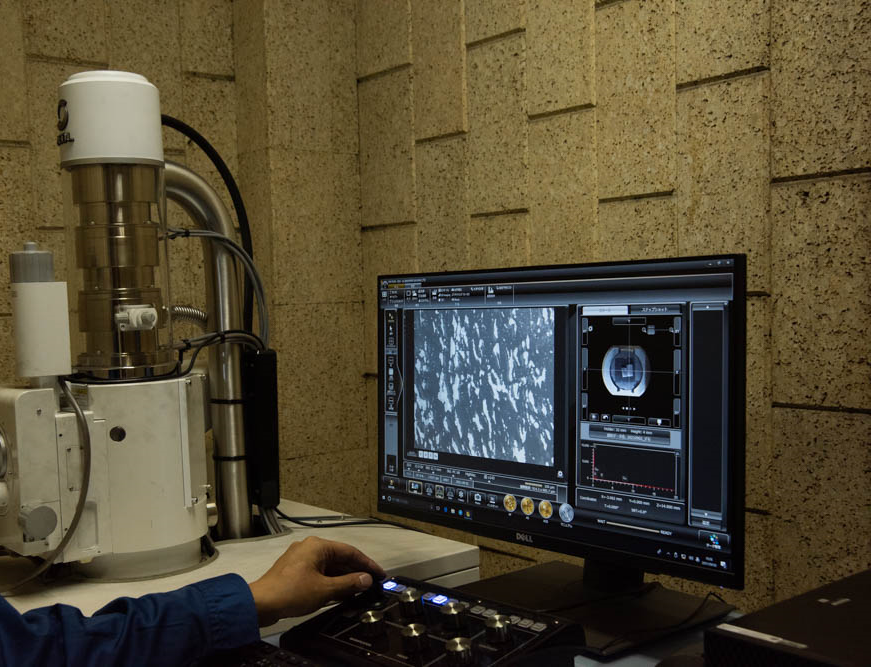
品質保証設備 SEM・EDS(走査型電子顕微鏡/エネルギー分散型X線分析)

【原材料】黒鉛粉
過去5回に渡りカーボンブラシの種類・材質をご紹介いたしましたが、「掲載ページを見つけやすくして欲しい」というお言葉をいただきました。
そこで今回は改めてまとめとしてご紹介いたします。
カーボンブラシは用途・環境などの条件によって、種類・材質が変わってきます。
現在まで多岐に渡り様々な材質が開発されており、材質によって分類されています。
カーボンブラシの材質は大まかに分類すると以下の①~⑤に分類されます。
それぞれの詳細は、下記URLより個別の説明記事からご覧ください。
①電気黒鉛質(大型・中型の産業用モータ用)
https://ja.nc-net.or.jp/company/95640/product/detail/199977/
②天然黒鉛質(高速スリップリング用)
https://ja.nc-net.or.jp/company/95640/product/detail/203030/
③金属黒鉛質(電装用モータ・小型直流機用)
https://ja.nc-net.or.jp/company/95640/product/detail/213488/
④炭素黒鉛質(電動工具・小型交流機用)
https://ja.nc-net.or.jp/company/95640/product/detail/218211
⑤樹脂結合質(家電・小型直流機用)
https://ja.nc-net.or.jp/company/95640/product/detail/220537/
上記の材質からある程度マッチするものを選び、
用途に合わせてさらに材質を突き詰めて開発することで、
カーボンブラシは様々な条件下で活躍する事を可能とします。
今もなお、当社ではより優れた材質を求めて研究・開発を進めております。
今後の新材質の誕生にご期待ください!
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日はカーボンブラシの種類・材質についてお届けしました!
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○

今回は不具合事例シリーズ第二弾として、前回ご紹介した『脱亜鉛現象によるカーボンブラシのホルダー内固着』とは、別の原因によるホルダー内固着として『残留膨張によるホルダー内固着』をご紹介致します。
前回もご説明致しましたが、カーボンブラシはホルダーといわれる箱の内に収められており、スプリングで押し出され整流子と接触し、通電する仕組みになっています。
カーボンブラシがホルダー内でスムーズに動くことができなくなると、通電不良が発生し、モータ不作動になる事があります。
カーボンブラシが熱により膨張してしまう事で、ホルダーとの隙間(クリアランス)が小さくなり、動きが悪くなったり、隙間がなくなり固着するケースを詳しくご説明したいと思います。
物質は熱が上がると膨張し、その熱が下がると元の寸法に戻る性質がありますが、それは線膨張(線膨張係数)と呼ばれる物で、カーボンブラシの固着にかかわる膨張は、この線膨張とは別に「残留膨張」という膨張が影響をしています。
「残留膨張」という言葉は聞きなれないと思いますので、まずはその説明をしたいと思います。
先ほども示しましたが、線膨張は熱が下がると寸法が元に戻るのですが、残留膨張は熱が下がっても、膨張した寸法を維持してしまう膨張の事を言います。
なぜそのような現象が発生するかと言いますと...
①カーボンブラシ中に含まれる銅が酸化する事での寸法変化
②成型圧力による残留応力歪みの戻りによる寸法変化
このような理由から残留膨張が発生しますので、カーボンブラシの材質の中でも銅を含む材質に関しては注意が必要となります。
その対策としてモータ設計側ではホルダーとカーボンブラシのクリアランスの設定が重要となります。但し、クリアランスが大きくなり過ぎるとホルダー内でカーボンブラシが動き易くなり、摺動性能が悪化し、寿命低下に繋がります。また、衝突音などが発生し、騒音問題に繋がり、固着以外の問題の原因になります。
カーボンブラシ材質としては、酸化による寸法変化が起こり辛い配合設計が重要となります。
弊社では、環境試験を行い、残留膨張を確認し、それを抑制する材質の開発を行っています。
(どの様に抑制しているかはノウハウとなりますので、ご理解くださいw)
モータの使用環境による発熱や通電による発熱など、発熱状況に合わせて各種材質を揃えていますので、熱による膨張・固着でお困りの際はお問合せください。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回は『残留膨張によるホルダー内固着』についてお届けしました!
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●
今回は弊社の配合工程について、ご説明致します。
配合工程はカーボンブラシを製造するにあたって一番初めに行う工程になります。
カーボンブラシは粉体成型によって製造しますが、黒鉛単体で成型しても黒鉛粉同士が密着できず、バラバラになってしまいます。
そのため、黒鉛にバインダーを混ぜて固まりやすい状態に処理をする必要があります。
バインダーはハンバーグのつなぎの役割をしていると考えるとイメージしやすいかもしれません。
処理された黒鉛を弊社では「処理黒鉛」と呼んでおり、配合工程では、原材料とバインダーの計量から始まり、混練・乾燥・粉砕・篩別といった工程を行うことで処理黒鉛を製造しています。
カーボンブラシの性能は処理黒鉛の出来に大きく左右されます。
そのため、弊社では配合工程で工程特性の管理を徹底しており、それによって処理黒鉛の品質安定化を実現しています。
ノウハウになってしまうため管理項目はお伝えできませんが、配合工程の工程でそれぞれどのようなことをしているのかの概略をご説明します。
①計量
処理黒鉛の種類ごとに決められた原材料やバインダーを計量します。
カーボンブラシの特性に最も影響する工程なので、ポカヨケを導入し、計量間違いがないように徹底しています。
②混錬
計量した原材料とバインダーを混ぜ合わせます。
バインダーには主に樹脂を使用しております。
③乾燥
混練は湿式で行われる為に乾燥が必要になります。
乾燥が不十分な場合、カーボンブラシが使用中に割れる要因になります。
そのため、二日間かけて乾燥させます。
④粉砕
乾燥後の処理黒鉛を細かく粉砕します。
混錬した状態ではまだ粒度の粗い粉もあるため粉砕します。
⑤篩別
粉砕後の処理黒鉛粉を篩にかけ、粗い粉を除去します。
篩別を行うことで処理黒鉛の最適な粒度を維持することが出来ます。
管池工場の紹介でも説明したように配合工程は弊社のノウハウが詰まったカーボンブラシにとっての
心臓部と言える非常に重要な工程です。
弊社には配合工程で処理黒鉛の製造を長年培ってきた経験があります。
そのため、お客様のニーズに合わせた処理黒鉛の設計・製造を行うことが可能になっています。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日はカーボンブラシの工程紹介①配合工程についてお届けしました!
ぜひ次回もお楽しみに!
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○●○●○●○●○●
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○

今回は弊社の成型工程について、ご説明致します。
成型工程は配合工程で製造した処理黒鉛を押し固める工程になります。
処理黒鉛は粉体なので、成型して固めるには強い力を加えて圧縮する必要があります。
成型圧力が弱すぎると製品としての強度も弱くなってしまい、強すぎるとブラシのワレや設備への過負荷による故障が発生してしまいます。
そのため、製品ごとに形状やサイズに合わせた適切な成型圧力の設定と設備の選定が必要となります。
弊社では0.5t~600tの幅広い成型設備を有しているため、様々な大きさの製品が成型可能です。
数㎜の小さな製品から100㎜以上の大きな製品まで生産実績を有しています。
製品に合わせた成型方法を選ぶことで製品品質の向上につながります。
弊社で実際に使用している成型機と成型方法(加圧方式)の特徴について簡単にご説明します。
成型機① 単発成型機
1台の成型機に金型を1組載せて成型する成型機です。
生産能力はロータリー成型機に劣りますが、構造がシンプルなためメンテナンスや段取り替えの手間は少ないです。
また、ロータリー成型機では成型できない形状でも単発成型機なら成型できることもあります。
成型機② ロータリー成型機
1台の成型機に複数の金型を円周上に載せて成型する設備です。
金型をロータリー式に回転させることで連続して成型を行います。
単発成型機と比較すると、載せられる金型が多いため非常に生産能力が高くなりますが、
段替えに時間がかかったり、設備や金型への初期投資費用が高額などのデメリットもあります。
そのため、生産量が多い製品向けの成型機となっています。
成型方法① メカ式
メカ式はカムを回転しカムと連結したパンチが上下運動することで圧力をかける方法です。
カムは同じ動きで回転するため、成型厚さを安定させることができます。
但し、充填量がばらつくと製品の成型厚み・密度もばらついてしまうため、サイズが大きい製品や処理黒鉛の充填深さが深い製品には向いていません。
如何にして充填量を安定させるかが重要になってきます。
また、一般的なロータリー成型機は全てメカ式での成型になります。
成型方法② 油圧式
油圧シリンダーの駆動に合わせてパンチが上下運動することで圧力をかける方法です。
同じ圧力で成型を行うため、成型圧力を安定させることができます。
油圧シリンダーを使用してメカ式よりも高い圧力で成型できるため、集電子やブロック材の成型に向いています。
メカ式よりもメンテナンスに手間がかかり、油漏れなどのリスクもあるため、低圧力で成型できる製品はメカ式を使用しるケースが多いです。
成型機や成型方法の選定も大事ですが、成型工程で最も重要なのは使用する金型の設計です。
それは、粉体成型時の寸法のほとんどが金型の形状によって決まるためです。
成型後に製品を切削加工することでも寸法出しは行えますが、切削加工を行うとロス粉の発生や加工時間の増加に繋がるため製品単価が高騰してしまいます。
そのため、弊社では製品開発時に金型設計を綿密に行い、成型後の加工を最小限にすることで製品価格の低減に努めています。
また、カーボンブラシに電気を流すためにリード線が取り付けられています。
リード線の取付も成型後の加工で行うこともありますが、弊社では価格低減のためにできるだけ成型時にリード線の取付も行っています。
金型設計に問題があると、成型時に寸法異常はもちろんクラックやリード線の断線、金型への付着など様々な不具合の発生要因になります。
設計段階で成型工程をいかに不具合が発生しない工程に作りこめるかでカーボンブラシの品質は左右します。
弊社では今までの知見を活かし、製品に合わせた成形条件を模索することででよりよい品質の追及を今後も続けていきます。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今日はカーボンブラシの工程紹介②成型工程についてお届けしました! ぜひ次回もお楽しみに!
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035
愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!

今回、当社の会社紹介動画を製作しました。国内3拠点を動画で紹介しています。
・富士カーボン製造所本社
・富士カーボン製造所管池工場
・富士カーボン製造所浜名湖工場
1人でも多くの方の目に留まり、当社について記憶にお留めいただけますと幸いです。
是非ご覧ください。
▼ご視聴はこちらから▼(当社HPにリンクします)
https://www.fuji-carbon.co.jp/topics/%e4%bc%9a%e7%a4%be%e7%b4%b9%e4%bb%8b%e5%8b%95%e7%94%bb/
目には見えないところで、
私たちの生活を支えているカーボンブラシ。
ぜひ次回もお楽しみに!
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035
愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!
皆さんこんにちは!富士カーボンEMIDAS担当です。前回は、「こんな所にも」といった感じで、ブラシが使用されている製品のご紹介をいたしましたが、今回も引き続き「集電用ブラシ・集電子」の使用例紹介の第二弾をお送りいたします。
第一弾の記事はこちら
「溶接ロボットシステムのポジッショナーに使用される集電子について」
https://ja.nc-net.or.jp/company/95640/product/detail/246106/
おさらいとなりますが、集電用ブラシは、自己潤滑性に富み、大電流通電、高速摺動に対応し、機械的強度も高いため、様々な動きながら通電の必要な用途で使用されています。
回転しながらの通電や、長い距離を移動しながらの通電が得意分野です。
金型などを放電加工する装置・設備(EDM用CNCテーブル)にも集電用ブラシは使用されています。
その一例としてワイヤ放電研削用回転テーブルがあります。
ワイヤ放電加工機に搭載して、ワークを回転させながら放電加工を行うためのテーブルです。
回転するテーブルを通してワークへ通電するための部品として、リード線付き集電用ブラシが使用されています。
【写真 上】
回転テーブル用集電子
(工作機器メーカー向け)
弊社では、各種使用条件(高温、薬品、腐食雰囲気、塩害等の劣悪環境含む)に対応した多種多様な材質を取り揃えております。
過去記事はこちら
「産業用ブラシ と集電子用材質」
https://ja.nc-net.or.jp/company/95640/product/detail/246225/
また、製品寸法も10㎜以下から100㎜以上まで対応可能な他、付属部品の取り付けも可能になります。
工作機械用集電子のご要望がありましたら、お気軽にお問合せください。
目には見えないところで、私たちの生活を支えている集電子。
ぜひ次回もお楽しみに!
回るを支え、動くをつくる>>>
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関する
お問い合わせ技術相談など、お気軽に!
★ジュピター工業株式会社は精密プレス加工と高精度金型設計・製作を中核技術とする金属製品メーカーです。創業以来、薄板・狭ピッチ・微細加工といった高度な要求に応える生産技術を磨き続け、ミクロン精度が求められる精密部品の量産を得意としています。特に 0.06〜0.8mm の薄板プレスやインサート成形向けの高精度部品など、軽量化・小型化が進む現代の製品開発に不可欠な領域で強みを発揮しています。
★当社の大きな特徴は 金型設計・製作から試作、量産、品質保証までを一貫して自社で対応できる体制です。金型を内製することで、立ち上げスピードの向上、仕様変更への柔軟な対応、量産品質の安定化を実現しています。また、日本の品質管理体制と、中国・蘇州工場の生産力を組み合わせることで、品質・コスト・納期の最適化を図り、グローバル市場に対応した競争力の高い製品供給を可能にしています。
★品質面では、ISO9001・ISO14001に加え、自動車産業向けの国際規格であるIATF16949を取得し、厳格な品質管理体制を構築。自動車、電子部品、精密機器、通信機器など、多様な産業分野の顧客から高い信頼を得ています。また、アルコニックスグループの一員として、安定した経営基盤とグローバルネットワークを活かし、調達力・技術力・生産力の強化を進めています。
ジュピター工業は、これからも「精密を極め、価値を創る」技術メーカーとして、お客様の課題解決と製品開発に貢献し続けます。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
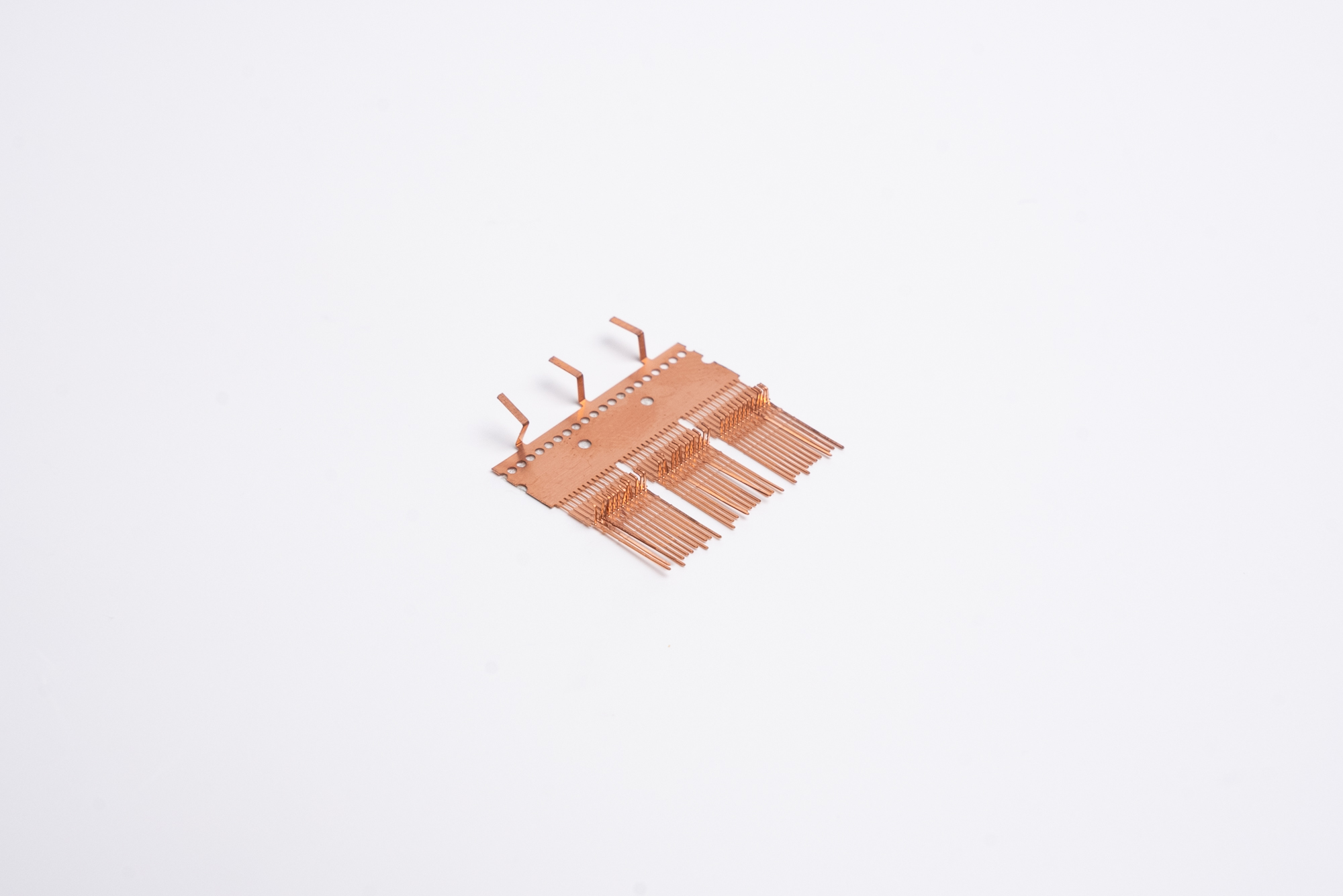
【量産を前提にした精密金型設計で差がつくものづくり】電子機器や車載分野で部品の小型化や高密度化が進む中、量産工程を見据えた金型設計製作の重要性は年々高まっています。ジュピター工業株式会社は、精密プレス加工を中核に据え、設計段階から量産品質と生産性を両立させる金型設計製作を行ってきました。単なる図面通りの金型ではなく、安定量産と工程効率を追求した設計思想が評価されています。
【量産を見据えた工程設計力が生む金型設計製作】
弊社の金型設計製作は、製品形状だけでなく量産時のプレス条件や材料特性まで踏み込んだ工程設計を基盤としています。最速2000spmに対応する高速プレス用順送金型を中心に、0.3mm狭ピッチや薄板材への対応実績を積み重ねてきました。工程数の最適化や複数個取り設計により、生産性向上とコスト抑制を同時に実現します。
【複雑形状を安定させる精密金型の技術要素】
コネクタ端子などの微細部品では、曲げ、抜き、成形を高精度で連続させる金型構造が不可欠です。弊社では、両端抜きやシーケンス加工など多様な加工条件を想定した金型設計を行っています。
〔主な特長〕
・狭ピッチや複雑曲げに対応した順送金型設計
・薄板材料特有の反りやバラつきを抑える構造工夫
・量産時の安定性を高めるガイド構造と部品選定
【自社内メンテナンスが支える長期安定生産】
金型は完成して終わりではなく、量産を続ける中で性能を維持することが重要です。弊社では金型メンテナンス設備を社内に完備し、ショット数管理による予防保全を実施しています。熟練技術者による迅速な調整と修理により、突発停止を防ぎ、安定供給体制を支えています。
【まとめ】
量産品質と生産性を両立させるためには、設計段階から工程全体を見通した金型設計製作が欠かせません。精密プレス加工で培ったノウハウと、自社一貫体制による設計製作とメンテナンス対応が、製品の安定量産を実現します。金型からものづくりを見直したいとお考えの際は、ぜひ弊社の金型設計製作をご検討ください。
====================================================
10t~60tの高速プレス機を44台ラインナップし、高精度かつ精密なプレス加工を行います。
0.3mmの狭ピッチ×0.06mmからの薄板×±0.005mmの高精度×量産のプレス技術がジュピター工業の強みです。
ぜひ弊社の技術をご活用ください。
====================================================
東北一円(宮城県、山形県、福島県、岩手県、秋田県、青森県)対応いたします。
関東一円(東京都、神奈川県、千葉県、埼玉県、群馬県、栃木県、茨城県)対応いたします。
その他地域の方もご相談ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
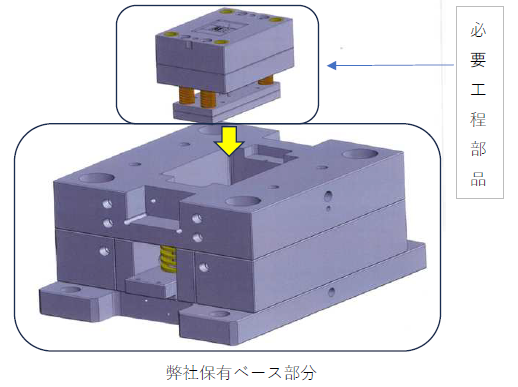
金型ベース部分を弊社保有の金型で製作し、必要となる工程部品のみを新規で製作することにより、低コストかつ短納期で試作生産可能です。
★★一般的な金型製作費に比べて約50%のコストダウンが見込めます★★
・金型パーツ製作日数:10日~2週間
・対応金型:インサート成形金型
・価格:応相談
・数量・応相談
ぜひ弊社の技術をご活用ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp
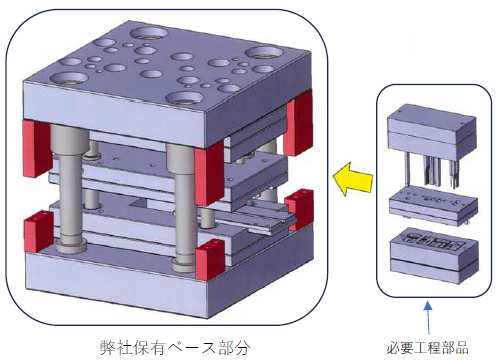
金型ベース部分を弊社保有の金型で製作し、必要となる工程部品のみを新規で製作することにより、低コストかつ短納期で試作生産可能です。
★★一般的な金型製作費に比べて約50%のコストダウンが見込めます★★
・金型パーツ製作日数:10日~2週間
・工程数:1~10工程可能(製品ピッチによる)
・価格: 応相談
・数量・応相談
ぜひ弊社の技術をご活用ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/

海外拠点のエミダスHP開通から少し間が空いてしまいましたが、弊社海外拠点の紹介をしたいと思います。今回は中国の広州福集電気工業有限公司(現:富士碳素制造(广州)有限公司)について説明いたします。
広州福集電気工業有限公司(現:富士碳素制造(广州)有限公司)は美しい中国南部の都市広州市に位置しています。
広州は別名「羊城」と呼ばれ、歴史が古く、中国南部の政治、経済、文化、科学技術、教育センター等の機能を有したにぎやかで現代的な超大都市です。
また四季を通じて春のように花が多いので、「花城」とも呼ばれています。
「食は広東にあり」と言われ、広式朝茶(飲茶)・広東料理などが広州の代名詞として国内外で知られており、これを目的に多くの食客が訪れています。お立ち寄りの際はぜひご検討ください。
地域としては珠江デルタの北端に位置し、南シナ海に臨み、香港とマカオに隣接しているため、地理的位置が優れます。
また交通の利便性が良く、広州高速鉄道ではハブ機能を有する最寄りの広州南駅や、広州白雲国際空港から車で1時間以内でアクセス可能です。広州付近には多くの世界的有名企業が参入し、多くの外国人が生活しています。
広州拠点は、株式会社富士カーボン製造所の孫会社にあたり、富士カーボン製造所が最初に海外で設立した子会社である富吉炭素股份有限公司(台湾)が全額投資し、2001年に設立されたカーボンブラシの生産と販売を専門としています。
取扱い製品は電動工具用モータ、家電用モータ、車載用モータなどのカーボンブラシで、幅広い分野に広く使用されています。富士カーボン製造所の技術と品質基準を採用し、日本品質の提供に努めています。
主要原料はすべて日本から輸入し、成形、焼成、加工、検査などの製造工程を、顧客のために最高のカーボンブラシを生産しています。
営業活動としては、中国の南部を中心に行っておりますが、東南アジア近辺の顧客対応も可能です。
中国周辺のメーカーとも直接対応可能ですので、現地の営業・生産スタッフがみなさまの海外拠点とのやり取りもご対応もさせていただきます。
目には見えないところで、私たちの生活を支えているカーボンブラシ。
今回は富士カーボンの海外拠点紹介3弾 「広州福集電気工業有限公司」(現:富士碳素制造(广州)有限公司)についてお届けしました!
順次他の工場・拠点についてご紹介予定です!
富吉炭素股份有限公司(台湾 台北市、工場は新北市)についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/228047/
富士碳素(昆山)有限公司(中国 江蘇省 昆山)についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/228049/
富士カーボン(ベトナム)有限会社(ベトナム ドンナイ省、営業所はハノイ)についてご紹介しています。併せてご覧ください。
https://ja.nc-net.or.jp/company/95640/product/detail/228079/
大まかにはHPにも掲載していますのでご興味があれば下記リンクよりご覧ください。
https://www.fuji-carbon.co.jp/company/access/
●○●○●○●○●○●○回るを支え、動くをつくる●○●○●○●○●○●○
株式会社 富士カーボン製造所
https://www.fuji-carbon.co.jp/
〒446-0035 愛知県安城市錦町1-11
TEL :0566-77-0077(営業部)
カーボンブラシの製造に関するお問い合わせ、技術相談など、お気軽に!
●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○●○
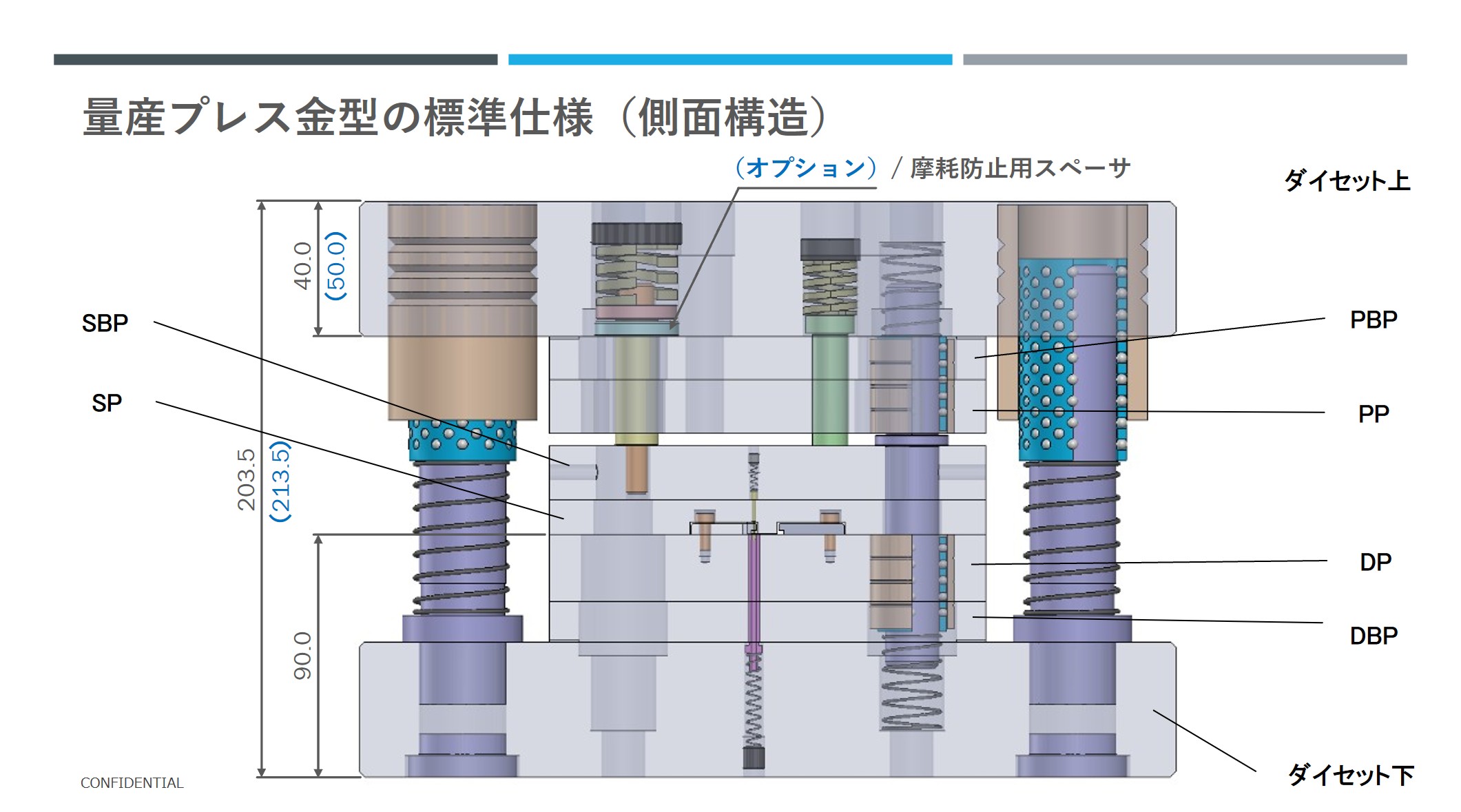
弊社のプレス金型は6枚プレート構造で製作しております。
〔構造〕
・PBP(パンチバックプレート)
・PP(パンチプレート)
・SBP(ストリッパーバックプレート)
・SP(ストリッパープレート)
・DP(ダイプレート)
・DBP(ダイバックプレート)
上記の6枚プレートをダイセットで挟み込む仕組みとなっております。ダイセットのメインポストで大まかな上下の位置を決め、SP(ストリッパープレート)に取り付けているサブプストにて上下の位置を決め金型精度を取っております。
この構造により製品板厚0.06t、製品間ピッチ0.35mm、高速回転での生産対応を可能としております。
ぜひ弊社の技術をご活用ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/

【外観品質と導通性能を支えるコンタクト成形技術】通信機器やモバイル端末に欠かせないバッテリーコンタクト。その接点部における丸め形状は、見た目の美しさだけでなく、導電性や耐久性にも直結する重要な要素です。ジュピター工業株式会社では、この丸め加工において、曲げ精度と成形美を両立する成形技術を確立。0.001mm単位での加工精度を保ちながら、見た目にも機能的にも優れた部品製造を実現しています。
【真鍮・銅素材への適応と歪み抑制】
丸め加工においては、リン青銅や黄銅といった柔らかい素材での加工変形が課題となります。弊社では、材料特性を見極めたプレス条件制御と金型設計を導入し、歪みやバリの発生を抑制。特にコロビや凹みといった微小欠陥を徹底的に排除し、接点部の導電安定性を高めています。外観評価が厳しい外郭部品においても、均一で滑らかなR形状を維持し、製品信頼性を向上させています。
【試作から量産まで一貫対応】
開発初期段階の試作対応から、量産フェーズに至るまで、弊社は全工程を社内で一貫管理しています。最小1ロットから数百万個まで、柔軟な生産体制を整備。精密プレス加工に対応する10t~60tの各種プレス機と金型設計・メンテナンス機器を活用し、安定した供給体制を築いています。また、ISO9001、ISO14001、IATF16949の認証取得により、自動車や電子機器など多様な分野への展開も可能です。
【最後に】
バッテリーコンタクトなどの外観評価が厳しい部品では、微細な丸め加工の質が製品全体の印象と性能を左右します。ジュピター工業の丸め加工技術は、材料特性に合わせた変形制御、美観を保つ精密成形、高耐久性の接点設計を一体で提供。試作から量産まで一貫した対応力で、お客様の製品価値向上を支えます。外観と性能を両立した部品製造に、ぜひ弊社の技術をご活用ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/

【ジュピター工業の抜き加工が選ばれる理由】ジュピター工業株式会社は、精密プレス加工の基礎である抜き加工において、民生機器やIT・通信機器、電子部品分野で高い信頼を獲得しています。特に携帯端末や基板用部品においては、極細かつ高精度な形状を安定的に量産できる技術力が求められます。当社の抜き加工は、量産工程の一貫性と次工程へのつなぎやすさに優れた加工品質を追求しており、微細加工でも寸法精度1/1000mm単位で対応可能です。
【素材特性を活かす加工制御】
抜き加工では、使用する素材によってコロビやダレといった微小な歪みが発生しやすくなります。弊社では、銅・黄銅といった非鉄金属に最適化された加工条件を独自に蓄積し、極細形状においてもエッジの再現性を保持。独自の金型設計技術と高速プレス機の制御技術を組み合わせることで、安定した抜き品質を実現しています。これにより、次工程での成形や組立作業の精度向上にも貢献します。
【小ロットから大ロットまでフレキシブルに対応】
量産だけでなく、1個から対応可能な開発支援体制も強みの一つです。試作開発段階でのテストパーツ製造から、数百万個単位の量産部品供給まで一貫して対応可能。試作時から実際の量産設備を活用し、量産移行時の品質変動を最小限に抑えます。さらに、ロットサイズに応じて加工条件を最適化することで、コストメリットのある抜き加工を提供しています。
【最後に】
電子部品・通信機器における超精密部品の量産では、わずかな加工誤差が製品全体の信頼性を左右します。ジュピター工業の抜き加工技術は、そのような厳しい要求を満たすために進化してきました。コロビやダレを抑えた高安定性、素材特性を活かす制御力、試作から量産へのスムーズな対応力。これらの強みが、信頼される製品づくりを支えています。ぜひ、貴社の高精度部品開発に弊社の技術をご活用ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/

【複雑な連続曲げ形状でも、安定した量産が可能に】ジュピター工業株式会社は、産業機器分野において要求される微細かつ高密度な部品供給に対応するため、極細・極小サイズのコンタクト部品の複雑な曲げ形状と多数個取りに成功。特に0.3mmピッチや0.06mm厚といった極小仕様での安定供給を実現することで、電子部品のさらなる小型化・高機能化に貢献しています。
【複合曲げ+狭ピッチ加工の融合技術】
弊社の強みは、0.3mmの狭ピッチかつ±0.005mmの高精度での連続曲げ加工を安定して行える点にあります。複合的な曲げ形状にも対応できる金型設計力と、最速2,000spmの高速プレス機群により、バラツキのない均質な製品の連続生産が可能。さらに1ロットから大量生産まで柔軟に対応できる体制により、試作段階から量産フェーズへの移行もスムーズです。
【バラツキ排除と安定供給の仕組み】
±0.001mm単位の精密寸法管理を実現する弊社の製造体制では、画像処理による全数検査・ショット数管理による金型メンテナンス・最新鋭の測定機器を駆使し、ロット間・個体間のバラツキを徹底排除。ISO9001・IATF16949認証取得工場で製造された製品は、自動車や産業機器分野など高い品質信頼性が求められる業界に広く採用されています。
【導入実績と活用効果】
特に電子部品業界では、コネクタやバッテリーコンタクトといった部品において、従来の成形方法では対応が困難だった複雑形状に対応。設計自由度の向上、部品点数削減、製品全体の小型化が図れるため、多数の装置メーカー様から高評価を獲得しています。特注仕様への対応力と短納期体制により、開発スピードの加速にも貢献しています。
【最後に】
極小・複雑形状のコンタクト部品における量産性と精度を両立するジュピター工業のプレス技術は、次世代産業機器の進化を支える中核技術のひとつです。開発段階からの技術支援も可能ですので、精密部品の小型化・軽量化・高密度化をお考えの方は、ぜひ弊社へご相談ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/

【進化するコンタクト形状と向き合う製造現場】ジュピター工業株式会社では、OA機器分野における多様化・複雑化するコンタクト部品に対応すべく、ミクロン単位の精密プレス加工と金型設計技術を駆使した曲げ加工に取り組んでいます。銅や黄銅といった導電性素材を対象に、1個から量産まで柔軟に対応可能な生産体制を整え、高精度・安定品質の製品提供を実現しています。
【ミクロン単位で形状を制御するプレス技術】
弊社が提供するOA機器向け曲げ加工では、±0.005mmという超微細な寸法公差を前提に、0.06mm~0.8mmの薄板材や0.3mmの狭ピッチ仕様にも対応可能です。独自の金型設計により複雑な形状にも対応し、最速2,000spmの高速プレス機を活用することで、量産性と精度を両立した安定供給を可能にしています。
【量産性とカスタム性を両立した製造体制】
コンタクト形状の複雑化に伴い、製品ごとの設計仕様は年々多様化しています。弊社ではお客様のニーズに応じたオーダーメイド設計を基本とし、ロット1個からの対応も可能。社内に保有する52台のプレス機群と、精密金型製作・自社メンテナンス体制により、短納期・高品質での継続生産を実現します。
【不良流出ゼロを追求する品質保証】
電子機器業界の品質要求に対応するため、弊社ではISO9001、ISO14001、IATF16949を取得。量産過程においてもショット数管理や画像処理システムを活用し、ミクロン単位での安定品質を確保。不良品の流出を防ぐ体制を整え、長期的な信頼構築を目指します。
【最後に】
OA機器の進化と共に高まるコンタクト部品の高精度化ニーズに対し、弊社はプレス加工と金型製作の技術力で応えます。多品種少量から大量生産まで対応し、設計・試作・量産の各フェーズで技術的サポートを提供。機構設計者の課題を「形」に変えるパートナーとして、ぜひ一度ご相談ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203
岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
【複雑形状の量産化を可能にするプレス加工】ジュピター工業株式会社は、OA機器向けの複雑な曲げ形状部品に対し、高精度かつ量産対応の曲げ加工技術を展開しています。特にリン青銅や黄銅を対象とした微細加工では、精度1/1000mmレベルの厳しい公差にも対応。独自の金型設計と多数個取りの成形で、生産効率を大幅に向上させながらコストを抑える工夫を行っています。
【多数個取り対応で量産コストを削減】
弊社の特長は、複雑な曲げ形状を高精度で多数個取りできる金型構造にあります。これにより、1つのプレス工程で複数部品を一括成形し、生産力を飛躍的に向上。工程短縮と材料ロスの削減により、ロット1個から大量生産まで安定したコストメリットを実現しています。
【個体差を抑える精密金型と加工技術】
多数個取りによって生じやすい製品間の寸法バラツキは、弊社の金型精度と加工管理技術により最小限に抑制されています。特に、狭ピッチ0.3mm、板厚0.06mmの超精密仕様に対応可能な金型設計力が強みです。これにより、組立後の品質安定化に寄与し、OA機器の性能信頼性を高めます。
【コストと品質を両立した加工体制】
ISO9001・IATF16949等の品質マネジメント認証を取得した体制のもと、数万~数百万個単位の量産に対応。高速プレス機(最速2000spm)を中心とした53台の設備で、リン青銅や黄銅など難加工材でも高い再現性と安定品質を維持しています。
【最後に】
OA機器の微細部品製造における課題である複雑形状とコストの両立。ジュピター工業では、高精度プレス技術と金型設計力でこの両立を実現しています。リン青銅や黄銅の微細曲げ加工をご検討の際は、ぜひ弊社の技術をご活用ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
【コンタクト振れを解消する抜き加工の工夫】ジュピター工業株式会社では、産業機器用電子部品における後工程の品質向上を目的に、両端抜き加工による偏芯対策を行っています。従来の段曲げに起因するコンタクトの振れを抑制するため、コロビを防ぐ構造を採用。組立時の精度向上に貢献し、最終製品の品質と信頼性を高めています。
【微細振れも許さない1/1000mm単位の制御】
電子部品製造では1/1000mm単位の精度が求められ、特にSMT実装時には極めて微細な偏芯が製品不良につながります。弊社では、0.06mmからの薄板加工と0.3mm狭ピッチの高精度プレス技術を融合させ、両端からの同時抜きにより偏芯を最小化。これにより、複雑な形状部品でも信頼性ある組立が可能です。
【試作から量産まで対応、ロット制限なし】
この両端抜き加工は、銅や黄銅(真鍮)といった電子部品に適した素材で1個から量産まで対応可能。開発試作段階から量産ラインまで一貫対応し、歩留まりの改善だけでなく、コストと納期の最適化にも貢献しています。さらに自社金型設計・メンテナンス体制により、安定した品質を継続的に提供可能です。
【最後に】
SMT実装向け電子部品の偏芯対策として有効な「両面抜き型」技術は、製品精度と歩留まりの両面で大きな効果を発揮します。ジュピター工業の精密プレス加工なら、微細な振れも逃さず高品質なものづくりを実現できます。製品品質にお困りの方は、ぜひご相談ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/

【ジュピター工業の成形力が拓く精密機器の未来】ジュピター工業株式会社は、金属端子と樹脂を一体成形する「インサート成形技術」により、通信機器やOA機器、電子部品の軽量化・高機能化を実現しています。単なる樹脂成形にとどまらず、加工前後の画像検査と1/1000mm単位の寸法制御により、成形品質のばらつきや端子部の損傷を抑制。ミクロン単位の精度と安定した量産体制を両立することで、厳しい要求水準にも確実に応えています。
【端子の損傷を防ぐ事前画像検査体制】
弊社のインサート成形では、金属端子の成形前段階で画像検査を実施しています。この工程により、微細な異常や変形を事前に検出し、ガジリ(成形時の引き傷)や不良成形のリスクを排除。寸法精度の保証だけでなく、成形前の状態確認という一手間が、最終製品の安定品質を支える重要なプロセスとなっています。
【量産後も安心。4台カメラで全数検査】
成形後は、4台の画像検査カメラによる全数検査を実施。樹脂のかぶり状態や外観異常、端子のズレなどをリアルタイムで解析し、目視では難しい細部まで精密に確認します。画像処理技術を駆使したこのシステムにより、量産時の見逃しを防ぎ、全ロットにわたり高い品質保証を実現しています。
【材料選定から一貫対応。熱可塑・熱硬化性樹脂にも対応】
弊社では、一般的な汎用プラスチックに加え、耐熱性や絶縁性に優れた熱硬化性樹脂も使用可能。設計段階から最適素材の提案を行い、使用環境や性能要求に応じた部品開発を支援します。また、ロットサイズは1個から大量生産まで対応しており、試作から量産立ち上げまでの柔軟な生産体制を整えています。
【最後に】
ミクロン精度で制御された成形技術と、画像検査による多重の品質保証。ジュピター工業のインサート成形は、高機能部品に求められる信頼性と生産性を両立するソリューションです。試作から量産まで、まずはご相談ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203
岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
【プレス加工から組立までを変える一手】ジュピター工業株式会社が提供するOA機器向けシーケンス加工は、ミクロン単位の精密プレス技術と柔軟な金型設計力を融合させた独自のソリューションです。金型内部で長・中・短の各仕様を自在に切り替えられる設計により、顧客の組立工程の大幅な簡略化と、製品の信頼性向上に貢献します。素材には銅や黄銅を用い、ロット1個からの対応が可能な体制も、開発支援力の高さを示す一端です。
【長さを自在に変える金型構造がもたらす省工程化】
従来は複数の工程を要したコンタクト部品の組立を、金型内で長さ調整可能にすることで、2~3工程の削減が実現します。この設計思想は、部品の多様化が進むOA機器において特に効果的であり、設計・製造部門の負担軽減にもつながります。また、プレス工程での寸法精度は1/100~1/1000mmを実現し、高いリピート精度での量産にも対応します。
【材料費削減にも直結する先端丸め技術】
もう一つの特長は、コンタクトの先端を板厚より太く丸める独自の技術にあります。これは部品自体の強度と接触安定性を向上させると同時に、必要以上の材料使用を抑制できるため、材料費の大幅なコストダウンが可能です。高精度な金型設計と最適工程の構築によって、品質とコストの両立を追求しています。
【0.06mmからの薄板対応で幅広いニーズに応える】
ジュピター工業では0.06mmからの超薄板加工に対応し、狭ピッチ・極小コンタクトにも強みを持っています。金型の設計から製作・保守まで一貫して社内で行う体制により、短納期対応や安定供給体制を構築。さらにISO9001、IATF16949などの認証取得により、電子部品や車載向けなど、品質要求の厳しい分野にも多数の納入実績があります。
【最後に】
OA機器の製造現場で求められる高効率・高品質・低コストのすべてを支えるのが、ジュピター工業のシーケンス加工技術です。自在な仕様変更と高精度な丸め加工によって、組立工数の削減と材料コストの低減を同時に実現。開発初期から量産まで、確かな技術と柔軟な対応力でお客様の課題解決をサポートします。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
弊社は、電子部品分野における微細加工ニーズに応えるため、独自のプレス技術を駆使した高精度な抜き・曲げ加工を展開しています。月間1,000万個以上の大量生産にも対応しながら、±0.03mmの高精度を実現。素材にはリン青銅や黄銅などを使用し、製品サイズは0.5㎜×5㎜、板厚はわずか0.15㎜という超小型・薄型製品にも柔軟に対応しています。
【ミクロンレベルを支える独自プレス技術】
弊社の精密プレス技術は、最小0.06mmの薄板に対応し、0.3mmの狭ピッチや複雑形状にも対応可能です。今回紹介する電子部品向けプレス加工では、4個取り×SPM1,000以上の高速加工が可能で、1/100~1/1000mmレベルの精度を要求される製品でも安定した品質を確保します。これは、精密金型の設計・製作を自社で一貫して行う体制によるものです。
【高品質×生産効率の両立を実現】
電子部品業界では、微細かつ高精度な部品が求められる一方で、大量供給にも応えなければなりません。弊社では月間1,000万個~の生産実績を持ち、安定供給と高品質の両立を可能にしています。使用素材には導電性と加工性に優れたリン青銅や黄銅を採用し、成形時の寸法精度と導電性能のバランスを確保しています。
【電子機器に求められる小型化・高機能化を支援】
スマートフォンやノートPC、ウェアラブル機器など、電子機器の小型化・高機能化が進む中、必要とされる部品もますます微細化しています。弊社の技術は、こうした次世代製品に不可欠な高密度・高精度のコネクタ端子や電子接点部品の生産を支えています。また、VA提案を含む開発支援にも力を入れており、試作から量産まで一貫してサポートします。
【最後に】
弊社の精密プレス技術は、極小電子部品の量産における課題を解決するソリューションです。±0.03mmの高精度、SPM1000以上の生産スピード、そして自社金型による柔軟な対応力で、電子部品メーカー様の信頼を獲得してきました。微細加工でお困りの際は、ぜひ弊社にご相談ください。
【企業情報】
ジュピター工業株式会社
所在地:〒027-0203 岩手県宮古市津軽石第14地割97-2
TEL:0193-67-3981
FAX:0193-67-3983
HP:https://www.jpti.jp/
用途・電動グラインダー
・電動インパクトドライバーなど
【55キロ高張力鋼用】
≪用途≫
軟鋼、高炭素鋼、高張力鋼、低合金鋼および低温用アルミ
キルド鋼用のティグ溶加棒で、割れの発生し易い材料の
溶接、その他裏波溶接、硬化肉盛の下盛用に使用します。
≪使用特性≫
1.低温での靭性に優れています。
2.各種パイプの裏波溶接に適しています。
≪使用上の注意≫
1.直流正極性で使用してください。
2.できるだけ高純度のアルゴンガスを使用してください。
3.タングステン電極の突きだし長さはノズル口径の約半分
以下としてください。
4.溶接部の清掃は十分行った方がブローホール発生の
原因になりません。

【軟鋼及び490N/㎜2級高張力鋼用】
≪用途≫
自動車、車両、電気製品、冷暖房装置、産業機械など軟鋼及び
490N/㎜2級高張力鋼を使用した各種構造物の突合せ及び
すみ肉溶接
≪使用特性≫
ショートアーク域でのアーク安定性が良好でスパッタが少なく
溶接作業性にすぐれたワイヤです。
≪使用上の注意≫
炭酸ガスはJIS3種または溶接用炭酸ガスを使用してください。
炭酸ガスの流量は原則として20ℓ/min. としてください。
風速2m/sec. 程度のときは25~30ℓ/min. 流してください。
これ以上の風速のときは風よけをして溶接してください。
チップと母材間の距離は10~20mm(300A以下の時)、
20~25mm(300A以上のとき)に保って溶接ください。
通常予熱は必要ありませんが、炭素量が高い(C量:0.30%以上)
鋼種に適用する場合は予熱を必要としますので注意ください。

【軟鋼及び490N/㎜2級高張力鋼用】
≪用途≫
鉄骨橋梁、自動車、車両、冷暖房装置、産業機械、機械
工具、軽量形鋼、造船など 軟鋼及び490N/㎜2級
高張力鋼を使用した各種構造物の突合せ及びすみ肉溶接
≪使用特性≫
大電流域でもアークが安定しスパッタも少なく溶接作業が
良好で溶着速度が速く溶け込みも深いので高能率溶接が
できます。
≪使用上の注意≫
大電流特性で使用するため、下向き(突合せ、すみ肉)
姿勢、横向き姿勢、水平すみ肉姿勢の溶接に適します。
炭酸ガスはJISK1106(液化炭酸)の3種または溶接用
炭酸ガスを使用してください。
シールドガスの流量は20~25ℓ/min. 程度が適当です。
作業場の状況に応じて換気をしてください。
チップ(ノズル)と母材の距離は15mm前後(250A以下)
20~25mm(250A以上)程度に保ってください。
【55キロ高張力鋼用】
≪用途≫
高炭素鋼、高張力鋼、低合金鋼等特に割れを発生しやすい材料
の溶接その他裏波溶接、硬化肉盛の下盛用に使用します。
≪使用特性≫
1.耐割れ性がすぐれています。
2.連続溶接でもスラグの剥離性が良好です。
≪使用上の注意≫
1.溶接棒は使用前に300~350℃で30分~60分乾燥して
下さい。
2.溶接のスタートはブローホールの発生を防ぐため後戻り法
または捨金法を行ってください。
3.アーク長はできるだけ短く保ってください。
【インコネル合金】
≪用途≫
インコネル625などの高Ni合金及び各種合金の
異材溶接に適しています。
≪使用特性≫
TIC-625Gは溶着金属がNi-Cr-Moのインコネル
合金となるティグ用溶加棒で耐熱、耐酸、耐食材料
としてジェットエンジン、陸上用大型ガスタービンなど
に使用されます。
≪使用上の注意≫
1.母材の予熱、後熱は特に必要ありません。
2.ウィービングはできるだけ避けて、ストレート
ビードで溶接して下さい。

【プラスチック金型鋼用】
≪用途≫
Cr-Mo系プレハードン鋼(プラスチック金型鋼)の
ティグ溶接肉盛溶接用
≪使用特性≫
1. TMC-5WGは、Cr-Mo系のプレハードン型、プラスチック金型
の肉盛溶接で、母材に近い溶着金属の得られるティグ溶接用
溶加棒です。
2. 優れた溶接作業性を示し、ほぼ予熱・後熱処理なしで施工でき
ますが、複雑形状、厚肉母材や肉盛の厚さが大きい場合は、
予熱が必要です。
3. 母材と溶着金属の硬さはほぼ同等で、熱影響部の硬さ上昇
も少ないので、シボ加工ムラが低減できます。
≪使用上の注意≫
1. 予熱・後熱処理なしで作業できますが、100℃~200℃程度
の予熱を行うと、より安全になります。
2. 溶接部及び溶接棒は水分や油脂などの汚れがない状態で
使用してください。

【29Cr-9Ni ステンレス鋼用異種金属接合用】
≪用途≫
ステンレス鋼と軟鋼、特殊鋼の接合など、異材溶接や下盛溶
接等に幅広く使用されます。
≪使用特性≫
1.溶着金属は29Cr-9Niステンレス鋼に類似しており、オース
テナイト系ステンレス用溶接材料の中で最もフェライト量が
多く、耐亀裂性、耐酸性に優れています。
2.硬化肉盛溶接の下盛にも使用されます。
≪使用上の注意≫
1.母材の亀裂防止のためできるだけ低電流を使用ください。
2.高合金工具鋼など特殊鋼の溶接には200℃以上の予熱が
必要です。

【低C-22Cr-13Ni ステンレス鋼用】 ≪用途≫
SUS309S、ステンレス鋳鋼、耐熱鋳鋼の溶接。18Cr-8Niステンレス
鋼と軟鋼の溶接。ステンレスクラッド鋼の1層目の溶接または軟鋼の
耐食肉盛溶接に等に使用します。
≪使用特性≫
1. MTS-3LGは、極低炭素であるため、肉盛溶接等で母材の希釈を
受けても炭素の増加を抑える必要のある場合などに適しています。
2. ステンレスクラッド鋼の合せ材側の下盛溶接および炭素鋼または
低合金鋼に低炭素ステンレス鋼溶接金属を肉盛する場合の下盛
溶接にも使用できます。
≪使用上の注意≫
1. 極性は直流ワイヤプラスを使用します。また、シールドガスには
一般にAr+2%O2を使用し、流量は15~25ℓ/min. が適切です。
Ar+CO2を使用すると、溶接金属のC量が増えるので
低炭素ステンレス鋼には適当ではありません。
2. ミグ溶接は、風の影響を受けやすく、風によりブローホールが発生
する場合がありますので、防風対策を十分に施してください。
【29Cr-9Ni ステンレス鋼用異種金属接合用】
≪用途≫
ステンレス鋼と軟鋼、特殊鋼などの異種金属の接合、ステンレス
クラッド鋼の溶接、硬化肉盛溶接の下盛溶接に使用します。
≪使用特性≫
1.溶着金属は29Cr-9Niステンレス鋼で、オーステナイト系
ステンレス用溶接棒の中で最もフェライト量が多く、耐亀裂性、
耐酸化性に優れています。
2.硬化肉盛溶接の下盛にも使用されます。
≪使用上の注意≫
1.母材の亀裂防止のためできるだけ低電流を用います。
2.高合金工具鋼など特殊鋼の溶接には200℃以上の予熱が
必要です。
3.使用前に150~200℃で30分~60分乾燥して下さい。
【ステライト】
≪用途≫
高温バルブ、ホットシャープレート、鍛造ダイス、
ガイドロールなどの肉盛に使用します。
≪使用特性≫
1.コバルト合金系溶接棒で耐摩耗性、耐熱性、耐食性
に優れ、衝撃をともなう高温における腐食を受ける
部品の肉盛に適します。
2.耐亀裂性、耐熱衝撃性も良好です。
≪使用上の注意≫
割れの発生を防ぐために250℃以上の予熱を行うと
有効です。溶接後、十分な後熱を行い徐冷してください。

【ステライト】 ≪用途≫
鍛造金型、ロータリーフィダーローラー、ブロアに使用します。
≪使用特性≫
1.TST-1Gは硬度が一番高く優れた耐摩耗性を持って
いますが衝撃に弱い。
2.TST-2GはTST-1GとTST-3Gの中間の性質です。
3.TST-3Gは靭性が最も大きく熱間・冷間の衝撃に耐え
亀裂発生は殆んどありません。硬度は上記2種類に比べ
一番低くなっています。
≪使用上の注意≫
1.母材の種類、品質形状により熱処理を行います。
2.溶着台金面は機械加工または研削により汚れをとり
カドはRをとります。
3.溶接時には予熱を行い、十分な後熱・徐冷が必要です。
4.溶接の方法は別頁ステライト溶接を参照してください。
【熱間冷間金型肉盛用】
≪用途≫
ダイカスト金型の溶接部や形状修正に使用します。
≪使用特性≫
1. 溶接後の硬度は主にダイカスト金型に使われるSKD61と
ほぼ同等の硬度(HRC35~43)を示し、機械加工性が
良好な溶加棒です。
2. ヒートチェックの発生が少なく、金型の寿命を延長できます。
≪使用上の注意≫
1. 母材の成分、大きさ、形状によって施工方法が異なりますが、
炭素量の多い材料に対しては少なくとも予熱は350℃以上
与えてください。
2. 層間温度は200~300℃が必要で溶接後徐冷して下さい。
3. 応力除去には、500℃の徐冷を与えてください。

【熱間金型肉盛用】
≪用途≫
ダイカスト金型の溶接部や形状修正に使用します。
≪使用特性≫
1. 溶接後の硬度は主にダイカスト金型に使われるSKD61と
同等のHRC 39~44となります。
2. ヒートチェックの発生が少なく、金型の寿命を延長できます。
≪使用上の注意≫
1. 母材の成分、大きさ、形状によって施工方法が異なりますが、
炭素量の多い材料に対しては少なくとも予熱は350℃以上
与えてください。
2. 層間温度は200~300℃が必要で溶接後徐冷して下さい。
3. 応力除去には、500℃の徐冷を与えてください。

【高温衝撃摩耗用】 ≪用途≫
高マンガン鋼部品、スプロケット、レールクロッシング、
熱間シャー、熱間ロールなどの肉盛に使用されます。
≪使用特性≫
1. TMC-2Gの溶着金属は、16Cr-16Mn-2Ni系の
オーステナイト組織となり、加工硬化性と靭性に富んでいます。
2. 溶着金属の強度に優れ、耐割れ性にも優れていますので、
異材溶接及び合金鋼の溶接にも適しています。
≪使用上の注意≫
1. 特に予熱の必要はありませんが、高炭素鋼、低合金鋼、
特殊鋼へ肉盛溶接する場合には、母材に応じて150℃~
300℃の予熱を行って下さい。
2. 高マンガン鋼の溶接の場合は、溶接熱による母材の脆化を
避けるため、水冷溶接または、パス間温度を常温に保ち
溶接してください。
【金型肉盛用】
≪用途≫
鍛造金型、打抜型、ダイス、圧延機ガイド、鎖リンクなどの
硬化肉盛及び補修溶接に使用します。
≪使用特性≫
1. 溶接金属の硬度及び組織が均一で溶接のままで高硬度
が得られます。
2. 溶着金属は靭性があり、耐亀裂性、耐衝撃性が優れて
います。
≪使用上の注意≫
1. 一般には150~200℃の予熱が必要です。またパス間温度
も150℃以上をキープする必要があります。
2. 高炭素鋼や合金鋼などの硬化性鋼材には、300~400℃
の予熱、500~600℃の後熱が必要です。
2024年10月2日㈬から4日㈮までの3日間、インテックス大阪にて開催される
第27回機械要素技術展【大阪】に出展します🤗
開催時間 10:00~17:00
大羽精研ブース 『6号館Bゾーン ブース番号48-50』
今回の大羽精研のブースでは
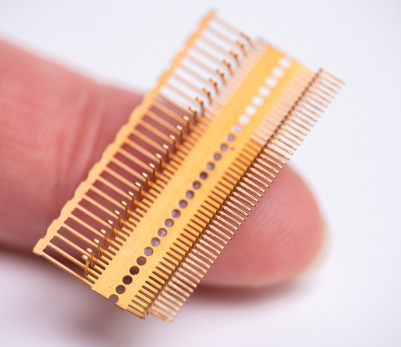
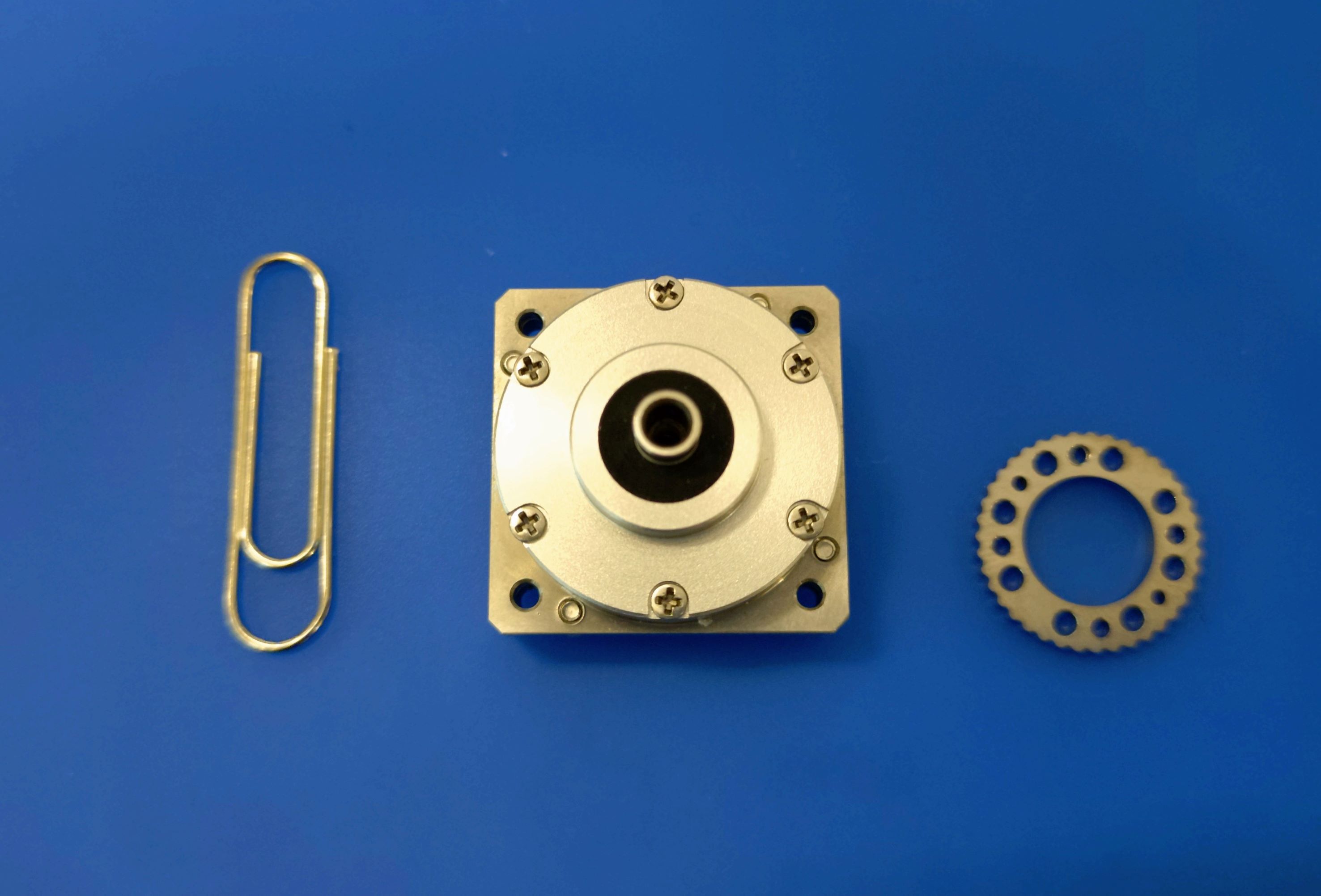
「高精度小型トロコイドギヤ」と、
15部品から構成される「小型トロコイド減速機」を展示します(❁´◡`❁)
写真の通り、大きさはなんとクリップよりも小さいんです😯!!
これらがどんなものなのかは、会場でご説明いたします✨
ぜひ手に取ってご覧くださいヾ(@⌒ー⌒@)ノ
また、大羽精研では
国内製、海外製のハイスペックかつ新工法の加工設備・測定設備が
毎月のように導入されており、他社ではできない様々なご提案ができます!
皆様がお持ちのお悩みなどお気軽にご相談ください😊
それでは会場でお会いしましょう!!
たくさんのご来場お待ちしております(●'◡'●)🌟

一般的にX線CT装置と言うと、「観察用CT」である事が殆どです。
「観察用CT」とは、主にサンプルの内部を非破壊で見る目的で使用されます。樹脂や金属製品のボイドやクラックの有無、接合面の確認、アセンブリの各部品がどのように取り付いているかの確認などで使われる事が多いと思います。
一方で、近年増えてきている「計測用CT」は、観察用途に加えて、非破壊で測定やCADを使った解析が出来るという点が特長です。
サムネイルの画像はSDカードの内部を撮影したものです。中の回路まではっきりと撮影出来ております。
弊社保有のTomoscopeは非破壊はもちろん、高い精度で測定まで出来るのが特徴の一つです。精度のレベルとしては、3.5μmとなります。
単純な寸法測定だけではなく、幾何公差も測定できるのが大きな特徴です。
弊社での活用事例の一つとしては、1点で約500箇所測定する製品の測定をたった1時間に短縮することが出来ました。
測定可能なワークサイズとしては、200×200mmまでとなります。
また、測定可能な材質は樹脂、アルミ、鉄等多岐に渡ります。
比重が大きい材料程、X線が透過しにくくなりますので、この材料だと測定できるかどうか?
についてはお気軽にお問い合わせください。
◆◇◆◇◆◇超精密加工技術で社会の課題を解決する◆◇◆◇◆◇
大羽精研株式会社
https://www.ohba-seiken.co.jp/
☆部品製造のご相談はお気軽に☆
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
【焼入鋳鉄金型硬化肉盛用(かじり防止用)】
≪用途≫
焼入鋳鉄材の各種金型の直盛りに使用します。
≪使用特性≫
1.鋳鉄に肉盛する場合は、下盛にNi、Fe-Ni系棒を使用して、
その上層に表面硬化棒を肉盛する方法が一般に採用され
ておりますが、TM-2000BNは鋳鉄母材に直接肉盛が可能
でありプレス金型のかじり対策に効果があります。
2.鋳鉄(特に焼入鋳鉄)の肉盛溶接において、母材と肉盛
溶接部との境界部に割れが発生することが多いですが、
TM-2000BNは、境界割れの発生を低減させました。
≪使用上の注意≫
1.溶接棒は使用前に200℃以上で約1時間再乾燥して下さい。
2.溶接前に、溶接部を中心に100℃~150℃に予熱を実施
すると、割れ防止に効果があります。
(とくに焼入れ鋳鉄に溶接する時に予熱は必須です)。
3.3層盛以上の場合、下盛 (焼入鋳鉄の場合、TC-3、
TC-3A、TC-3N)を行い、ピーニングを実施すると割れや
ブローホールの防止に効果があります。
4.溶接時に風を当てると割れやブローホールの原因になります。
(特に扇風機やスポットクーラーなど御注意下さい。)

ステライト≪用途≫
カッター刃先、バンバリミキサーローターエッジに使用します。
≪使用特性≫
TST-2GはTST-1GとTST-3Gの中間の性質です。
≪使用上の注意≫
1.母材の種類、品質形状により熱処理を行います。
2.溶着台金面は機械加工または研削により汚れをとり
カドはRをとります。
3.溶接時には予熱を行い、十分な後熱・徐冷が必要です。
【各種金型肉盛用】
≪用途≫
総型バイト、トリマーナイフ、カッター、金型ダイスなどの
硬化肉盛溶接に使用します。また、SKD11総焼後の補修
にも使用します。
≪使用特性≫
1.THS-GはMo系高速度鋼 SKH 51に類似した
組成の溶着金属を得る硬化肉盛用のティグ溶加棒で
溶着金属は溶接のままでもHV690程度の高硬度が
得られます。550℃の焼戻処理によりHV830程度に
2次硬化し靭性も得られます。
2.高温硬度の低下も少ないため、600℃までの熱間で
使用される金型類に使用しても、優れた性能を示します。
≪使用上の注意≫
1.母材の材質や大きさによっても異なりますが、予熱及び層間
温度は200~500℃が必要で溶接後は徐冷してください。
2.高速回転のディスクサンダー等、著しい研削熱のかかるような
加工は割れを発生させるため、避けてください。

【フレームハード鋼用】
≪用途≫
フレームハード鋼(火炎焼入鋼)の肉盛溶接に使用します。
≪使用特性≫
フレームハード鋼に近い成分の溶着金属が得られ焼入れ
焼きなましを繰り返しても母材と同等の硬度が得られます。
≪使用上の注意≫
1.母材がフレームハードニング前の場合
・予熱・層間温度共に200℃を保持してください。
・溶接後、溶着金属の焼きなましを行い、母材と同時に
フレームハードニングすることにより母材部と同等の
硬度が得られます。
2.母材がフレームハードニング後の場合
・予熱・層間温度共に250℃を保持してください。後熱・徐令
の必要はありません。
・溶着金属は母材と同程度の硬度が得られます。
3.溶接部の油や汚れは除去してください。
【冷間金型肉盛用】
≪用途≫
プレス金型、抜型、ねじ転造ダイスなどの硬化肉盛に使用します。
≪使用特性≫
1.DS-11GはSKD11に類似した組成の溶着金属を得る
硬化肉盛用のティグ溶加棒です。
2.溶着金属は耐食性、耐摩耗、耐衝撃性に優れております。
3.基本的に熱処理前に使用し、溶接後熱処理することにより
母材と同等の硬度が得られます。
≪使用上の注意≫
1.母材の成分、大きさ、形状によって施工方法が異なりますが
共材や炭素量の多い材料に対しては少なくとも予熱は350℃
以上行って下さい。
2.溶接後の熱処理はSKD11材と同じ条件で実施してください。
【熱間冷間金型肉盛用】≪用途≫
プレス金型、ダイカスト金型、押出しダイスなどの硬化肉盛に
使用します。
≪使用特性≫
1.DS-61GはSKD61に類似した組成の溶着金属を
得る硬化肉盛用のティグ溶加棒です。
2.溶着金属は耐熱、耐食、耐摩耗、耐衝撃性に優れており
ます。
3.SKD11相当材の熱処理(総焼入れ)後の修正時に1~2
層で母材と同等の硬度が得られます。
≪使用上の注意≫
1.母材成分、大きさ、形状によって施工方法が異なり
ますが、共材や炭素量の多い材料に対しては少なくとも
予熱は350℃以上与えてください。
2.層間温度は200~300℃が必要で溶接後徐冷して
ください。
3.溶接後の使用条件によっては更に熱処理する必要が
あります。
4.応力除去には500℃の後熱を与えてください。
【土砂重摩耗用】
≪用途≫
カッターナイフ、スピードマラー、サンドポンプ、
コンベアスクリュー等の肉盛に使用します。
≪使用特性≫
1. タングステンカーバイド系溶接棒で、その耐摩耗性は
著しく優れております。溶着金属中のタングステン
カーバイドの粒子の硬度はダイヤモンドにも匹敵
するものです。
2. 溶着金属は衝撃の少ない激しい土砂摩耗に極めて
良好です。
≪使用上の注意≫
1. 予熱は300℃以上を必要とします。
2. 溶接後400~600℃程度の後熱を行なって下さい。
3. できる限り低電流を使用してください。
【フレームハード鋼用】
≪用途≫
フレームハード鋼(火炎焼入鋼)の肉盛及び補修に使用します。
≪使用特性≫
フレームハード鋼に近い成分の溶着金属が得られ、焼入れ・焼なまし
を繰り返しても母材と同等の硬度が得られます。
≪使用上の注意≫
1.母材がフレームハードニング前の場合
・予熱・層間温度共約250℃を保持してください。
・溶接後、溶着金属の焼なましを行い、母材と同時にフレーム
ハードニングをすることにより母材部と同等の硬度が得られます。
2.母材がフレームハードニング後の場合予熱・層間温度共約250℃
を保持してください。その後、後熱・徐冷は必要ありません。
溶着金属は母材と同等の硬度が得られます。
3.溶接部の油や汚れは除去してください。
【金属間衝撃摩耗用】
≪用途≫
鍛造金型、引抜金型、プレス金型、ダイスなどの硬化肉盛に使用します。
≪使用特性≫
1.溶着金属はマルテンサイト組織で溶接のままで高硬度が
得られます。
2.溶着金属は溶け込みが少ないので1層目から十分な硬度が
得られます。
3.比較的低電流で作業ができるため、溶込みを少なくすることが可能
です。
≪使用上の注意≫
1.一般に予熱及び層間温度は150℃~200℃を必要とします。
2.高炭素鋼、合金鋼等硬化性鋼材には300~400℃の予熱
500~600℃の後熱が必要です。
【高 速 度 鋼 用】
≪用途≫
トリマーナイフ、カッター、総型バイト、金型ダイス等の補修及び
新作に使用します。
≪使用特性≫
1.Mo基高速度鋼の溶着金属を作り出す溶接棒で高温の金属
間摩耗に優れています。例えばバイトのチップをアーク溶接
により形成することが簡単にできます。
その他プレス金型や削岩機の先端などに使用します。
2.溶接後、550℃で焼戻処理(加熱放冷1~2回)を行うと更に
硬度を高めます。
≪使用上の注意≫
1.予熱層間温度は300~500℃を必要とします。
2.溶接後の亀裂防止及び硬度上昇のためには徐冷が必要です。
3.下盛を用いるときはHT-1を使用してください。
4.高速回転のディスクサンダー等、著しい研削熱のかかるような
加工は割れを発生させるため、避けてください。
【金属間摩耗及び土砂摩耗用】
≪用途≫
ホットシャーの肉盛、高マンガン鋼の接合または肉盛
レールクロッシング、ブルドーザー部品、クラッシャー等の
耐熱、耐重衝撃、耐摩耗の肉盛に使用します。
≪使用特性≫
1. 16Cr-16Mn心線を使用した溶接棒で、溶着金属
は溶接のままでオーステナイト組織になり高い靭性
と加工硬化性を有します。
2. 13%Mn鋼の溶接に最適です。機械切削加工は
超硬バイトで可能です。
≪使用上の注意≫
1. 高合金心線のため電気抵抗が高く、一般より低め
の電流で溶接します。
2. 高マンガン鋼の溶接にはHT-1で下盛してください。
【ス テ ラ イ ト】
≪用途≫
高温バルブ、ホットシャーブレード、鍛造ダイス、ガイドロール
などの肉盛に使用します。
≪使用特性≫
1.コバルト合金系アーク溶接棒で耐摩耗性、耐熱性
耐食性に優れ、衝撃をともなう高温における腐食
を受ける部品の肉盛に適します。
2.耐亀裂性、耐熱衝撃性も良好です。
≪使用上の注意≫
1.溶け込みが深くなると硬度が低下する場合が
ありますのでできるだけ低電流を使用してください。
2.割れの発生を防ぐために250℃以上の予熱を行ない、
溶接後、十分な後熱を行い徐冷してください。
【ス テ ラ イ ト】≪用途≫
鍛造金型、ロータリーフィダーローラー、ブロアに使用します。
≪使用特性≫
1.TST-1は硬度が一番高く優れた耐摩耗性を持っています
が衝撃には弱い。
2.TST-2はTST-1とTST-3の中間の性質です。
3.TST-3は靭性が最も大きく熱間冷間の衝撃に耐え、亀裂発生
は殆どありません。硬度はTST-1,TST-2に比べ一番低いです。
≪使用上の注意≫
1.母材の種類、品質、形状により熱処理を行ないます。
2.肉盛溶接部は機械加工または研削により汚れをとり
カドはRをとります。
3.溶接時には予熱を行い、十分な後熱・徐冷が必要です。
4.溶接の方法は別頁ステライトの溶接を参照ください。
【ス テ ラ イ ト】≪用途≫
カッター刃先、バンバリミキサ、ローターエッジ等に使用します。
≪使用特性≫
1.TST-1は硬度が一番高く優れた耐摩耗性を持っています
が衝撃には弱い。
2.TST-2はTST-1とTST-3の中間の性質です。
3.TST-3は靭性が最も大きく熱間冷間の衝撃に耐え、亀裂発生
は殆どありません。硬度はTST-1,TST-2に比べ一番低いです。
≪使用上の注意≫
1.母材の種類、品質、形状により熱処理を行ないます。
2.肉盛溶接部は機械加工または研削により汚れをとり
カドはRをとります。
3.溶接時には予熱を行い、十分な後熱・徐冷が必要です。
【金型肉盛用(マルエージング鋼)】
≪用途≫
アルミダイキャスト金型、低圧鋳造金型、鍛造金型、打抜金型
プラスチック金型の肉盛溶接に使用します。
≪使用特性≫
1.18%Niマルエージング鋼溶接棒で溶接のままでは溶着金属
はやわらかく切削は可能で靭性に富んでいます。
2.機械加工後480℃で3時間の時効処理を行うことにより
高硬度が得られます。
≪使用上の注意≫
1.時効処理は480~520℃で3時間が適当です。
2.過時効にならないように処理温度は注意して下さい。
【金型肉盛用】
≪用途≫
鍛造金型、打抜金型、プレス金型、ダイス、圧延機ガイド、
鎖リンクなどの補修溶接に使用します。
≪使用特性≫
1.TM-60は耐熱鋼SUH-1,SUH-3に近い成分の溶着金属が
得られ、高硬度で耐摩耗性が非常に優れています。
2.溶着金属は靭性があり、耐亀裂性、耐衝撃性が良好です。
≪使用上の注意≫
1.母材により150℃以上の予熱が必要で、層間温度は150℃
以上に保持してください。
2.多層盛の場合、下盛にHT-1を用いると良好です。
3.溶接後急冷を避けると亀裂防止に効果的です。
4.溶接棒は使用前に200~250℃で1時間乾燥して下さい。
【金型硬化肉盛用(切刃用)】
≪用途≫
各種金型の切刃の肉盛に使用します。
≪使用特性≫
1.溶着金属はマルテンサイト組織で溶接のままで
高硬度がえられます。
2.溶着金属にはブローホールの発生がなく作業性
も良好です。
3.加工硬化がおきやすいので硬度が上昇すること
があります。
≪使用上の注意≫
1.一般に予熱及び層間温度は150~200℃を必要
とします。
2.高炭素鋼、合金鋼等硬化性鋼材に多層盛する場合
は、下盛にHT-1またはTS-12を使用すると良好な
結果が得られます。
3.溶接棒は使用前に200~250℃で1時間乾燥
してください。
【金属間衝撃摩耗用】
≪用途≫
鍛造金型、打抜金型、ダイスなどの肉盛に使用します。
≪使用特性≫
1.溶着金属はマルテンサイト組織で溶接のままで高硬度が
得られます。
2.特殊線材を使用しておりますので作業性が良好で安定した
溶着金属が得られます。
≪使用上の注意≫
1.一般に予熱及び層間温度は150~200℃を必要とします。
2.高炭素鋼、合金鋼等硬化性鋼材に多層盛する場合は
500~600℃に後熱し徐冷します。
3.溶接棒は使用前に200~250℃で1時間乾燥してください。
【金属間摩耗用】
≪用途≫
シャフト、車輪、歯車、クレーンホイル等の肉盛
に使用します。
≪使用特性≫
1. 高酸化チタン系溶接棒でTM-1と同一目的に使用され
ますが、硬度が若干高くなっています。
機械加工は可能です。
2. 溶着金属は靭性及び焼入れ性に富んでいます。
加工後の焼入れ硬化も可能です。
≪使用上の注意≫
高、中炭素鋼、低合金鋼に肉盛りするときは、150~200℃
の予熱が必要です。
【鋳鉄金型硬化肉盛用】
≪用途≫
鋳鉄の各種金型の直肉盛溶接に適するソリッドワイヤです。
≪使用特性≫
1.被覆アーク溶接棒TM-2000Cと同等の特性を持った、マグ
溶接用ソリッドワイヤで、主に半自動溶接機で使用します。
2.溶接金属はM-2000より低硬度で、耐割れ性に優れます。
3.設計変更などで肉盛量が大量な場合、溶接時間の大幅
な短縮が計れます。
≪使用上の注意≫
1.シールドガスには 80%アルゴン+20%CO2またはCO2
を使用します。
アルゴン+CO2の方がスパッタが少なくビード外観も良好です。
2.溶接部の汚れは、ブローホールの原因となりますので除去して
してください。
3.溶接時に風を当てると割れやブローホールの原因になります。
特に屋外では防風対策が必要です。
4.溶接方法は前進法(トーチ先端方向へ進む)で行い、基本的には
ウィービングは極力避けストレート運棒で溶接してください。
【鋳鉄金型硬化肉盛用(かじり防止)】
≪用途≫
プレス金型の摩耗及びかじりが発生する部位に直盛する
ソリッドワイヤです。
≪使用特性≫
1.被覆アーク溶接棒TM-2000をマグ溶接用に開発した
ソリッドワイヤで、半自動溶接機で使用します。
2.肉盛量が大量な場合、溶接時間の大幅な短縮が計れます。
≪使用上の注意≫
1.シールドガスには 80%アルゴン+20%CO2またはCO2
を使用します。
アルゴン+CO2の方がスパッタが少なくビード外観も良好です。
2.溶接部の汚れは、ブローホールの原因となりますので除去して
してください。
3.予熱は必要ありませんが、150℃程度の予熱は効果的です。
4.溶接方法は前進法(トーチ先端方向へ進む)で行い、基本的には
ウィービングは極力避けストレート運棒で溶接してください。
【鋳鉄肉盛用(プレス金型)】
≪用途≫
TC-3F相当のティグ溶加棒で、普通鋳鉄やダクタイル鋳鉄の肉盛
及び補修に使用します。
≪使用特性≫
1.Fe-Niに特殊元素を加え、プレス金型専用に開発された
ティグ溶加棒です。
2.溶着金属はFCDと同等の硬さを有し耐摩耗性に優れています。
3.溶着金属に対する硬質クロムメッキの密着性は非常に良好です。
≪使用上の注意≫
1.溶接部の油や汚れはブローホールの原因となりますので
除去してください。
2.予熱は必要ありませんが約150℃の予熱を行うとさらに
良好な結果が得られます。
3.FC材に使用する場合、割れ軽減のためピーニングの実施を
推奨します。
【鋳鉄肉盛用 (プレス金型)】
≪用途≫
普通鋳鉄やダクタイル鋳鉄のプレス金型の肉盛に使用します。
≪使用特性≫
1.Fe-Ni 線材に特殊元素を加えプレス金型専用に開発された
ソリッドワイヤで、半自動溶接機で使用します。
2.大量の肉盛時に、大幅な溶接時間の短縮が図れます。
3.溶着金属はFCDと同等の硬度を有し、硬質クロムメッキ
の密着性も良好です。
≪使用上の注意≫
1.シールドガスには 80%アルゴン+20%CO2またはCO2
を使用しますが、80%アルゴン+20%CO2の方が
スパッタが少なく、ビード外観も良好です。
2.シールドガスや母材のちがいにより、適正条件が変化しますので、
御注意下さい。
3.一般には予熱、後熱の必要はありませんが100℃程度の
予熱を行なうと二番硬化防止に効果的です。
4.溶接方法は前進法(トーチ先端方向へ進む)で行い、基本的には
ウィービングは極力避けストレート運棒で溶接してください。
5.収縮応力を軽減するためピーニングを行なう事をお薦めします。

【プレス金型硬化肉盛用(盛刃)】
≪用途≫
プレス金型の盛刃に使用するティグ溶接用溶加棒です。
≪使用特性≫
1.鋳鉄(FC、FCD)に直盛ができ、2層盛で切刃の硬度が得られます。
2.硬化肉盛ワイヤNIW-5やTC-8B,TC-8M等の肉盛加工後の修正
など小さな部位の肉盛に最適です。
≪使用上の注意≫
1.溶接部の油や汚れはブローホールの原因となりますので
除去してください。
2.鋳鉄直盛の場合、1層盛では硬度が安定しませんので必ず2~3層
盛で使用してください。
【鋳鉄金型硬化肉盛用】
≪用途≫
プレス金型の直肉盛に適したティグ溶加棒です。
≪使用特性≫
1.被覆アーク溶接棒TM-2000Cをティグ溶接用に開発した
溶加棒で、鋳鉄の直肉盛において溶着金属はオーステナイト
組織を示しますので、耐割れ性が極めて良好です。
また耐気孔性も優れています。
2.溶接のままでHRC30未満の低硬度ですが、加工硬化性が
大きいので衝撃を受けると著しく硬化します。
≪使用上の注意≫
1.溶接部の油や汚れはブローホールの原因となりますので
除去してください。
2.予熱は必要ありませんが約150℃の予熱は効果的です。
3.3層以上盛り上げるときはT-3N、TS-12Gなどで
下盛をしてください。

【鋳鉄金型硬化肉盛用(かじり防止)】
≪用途≫
プレス金型の摩耗及びかじりが発生する部位に直盛するティグ
溶加棒です。
≪使用特性≫
1.被覆アーク溶接棒 TM-2000をティグ溶接用に開発した
溶加棒で、鋳鉄にNiあるいはFe-Ni系の下盛をする必要が
なく鋳鉄母材に直接肉盛が可能です。
2.溶着金属1層目はセミオーステナイト組織、2層目より
マルテンサイト組織となりすぐれた耐摩耗性が得られます。
≪使用上の注意≫
1.溶接部の油や汚れはブローホールの原因となりますので
除去してください。
2.予熱は必要ありませんが約150℃の予熱は効果的です。
3.3層以上盛り上げるときはT-3N、TS-12Gなどで
下盛をしてください。

【鋳鉄肉盛 ・ 補修用 (プレス金型)】
≪用途≫
TC-3,TC-3A相当のティグ溶加棒で、普通鋳鉄や
ダクタイル鋳鉄の肉盛及び補修に使用します。
≪使用特性≫
1.Fe-Ni合金に特殊元素を加えたティグ溶加棒で、金型の
肉盛や巣埋に使用します。
2.Fe-Ni合金ですので硬質クロムメッキを施す部位に
溶接が可能です。
3.溶着金属の機械加工も極めて容易です。
≪使用上の注意≫
1.溶接部の油や汚れはブローホールの原因となりますので
除去してください。
2.予熱は必要ありませんが約150℃の予熱を行うとさらに
良好な結果が得られます。
3.FC材に使用する場合、割れ軽減のためピーニングの実施
を推奨します。
【鋳鉄肉盛 ・ 補修用】
≪用途≫
TC-1相当のティグ溶加棒で、普通鋳鉄やダクタイル鋳鉄の
肉盛及び補修に使用します。
≪使用特性≫
1.純ニッケルをベースにしたティグ溶加棒で、一般的に
薄物や肉盛量の少ない金型の肉盛・補修などに使用
します。
2.作業性がよく美麗なビードが得られます。
3.溶着金属の機械加工も極めて容易です。
≪使用上の注意≫
母材の材質や大きさによっても異なりますが、約150℃
の予熱を行なうと更に良好な結果が得られます。
【鋳鉄金型直盛硬化肉盛用】
≪用途≫
鋳鉄製の各種金型の直肉盛に適します。
≪使用特性≫
1.TM-2000の硬度を低めた溶接棒です。鋳鉄の直肉盛において
溶着金属はオーステナイト組織を示しますので耐割れ性が極めて
良好です。また耐ブローホール性も優れています。
≪使用上の注意≫
1.溶接棒は使用前に200℃以上で約1時間再乾燥してください。
2.アーク長はできるだけ短くし、ウィービングはさけ、ストレート
運棒してください。
3.3層盛以上の場合、下盛(FCDにはTS-12、MTS-100、FCには
TC-3、TC-3A、TC-3N)をすると、割れやブローホール防止の
効果があります。
4.溶接時に風を当てると割れやブローホールの原因になります。
(特に扇風機やスポットクーラーなど御注意下さい。)
5.割れ防止のためピーニングを実施して下さい。特にFC材には必須です。
【鋳鉄金型直盛硬化肉盛用(かじり防止用)】
≪用途≫
鋳鉄製の各種金型の耐摩耗・耐かじり肉盛に使用します。
≪使用特性≫
1.鋳鉄に肉盛する場合は、下盛にNi、Fe-Ni系棒を使用して、
その上層に表面硬化棒を肉盛する方法が一般に採用され
ておりますが、TM-2000Bは鋳鉄母材に直接肉盛が可能
でありプレス金型のかじり対策に効果があります。
2.溶着金属1層目はセミオーステナイト組織、2層目よりマル
テンサイト組織となり、耐摩耗性が得られます。
≪使用上の注意≫
1.溶接棒は使用前に200℃以上で約1時間再乾燥してくだ
さい。
2.アーク長はできるだけ短くし、ウィービングはさけ、ストレート
運棒してください。
3.3層盛以上の場合、下盛 (FCDにはTS-12、MTS-100、FC
にはTC-3、TC-3A, TC-3N)を行い、ピーニングを実施する
と割れやブローホールの防止に効果があります。
4.溶接時に風を当てると割れやブローホールの原因になります。
(特に扇風機やスポットクーラーなど御注意下さい。)
5.焼入硬化性のある鋳鉄に溶接する場合、100~150℃の
予熱を行うと割れ防止に効果があります。
【鋳鉄金型直盛硬化肉盛用(かじり防止用)】
≪用途≫
鋳鉄製の各種金型の耐摩耗、耐かじり肉盛に使用します。
≪使用特性≫
1.鋳鉄に肉盛する場合は、下盛にNi、Fe-Ni系棒を使用して、
その上層に表面硬化棒を肉盛する方法が一般に採用されて
おりますが、TM-2000は鋳鉄母材に直接肉盛が可能であり
プレス金型のかじり対策に効果があります。
2.溶着金属1層目はセミオーステナイト組織、2層目より
マルテンサイト組織となり、耐摩耗性が得られます。
≪使用上の注意≫
1.溶接棒は使用前に200℃以上で約1時間再乾燥してください。
2.アーク長はできるだけ短くし、ウィービングはさけ、ストレート
運棒してください。
3.3層盛以上の場合、下盛 (FCDにはTS-12、MTS-100、
FCにはTC-3、TC-3A, TC-3N)を行い、ピーニングを実施すると
割れやブローホールの防止に効果があります。
4.溶接時に風を当てると割れやブローホールの原因になります。
(特に扇風機やスポットクーラーなど御注意下さい。)
5.焼入硬化性のある鋳鉄に溶接する場合、100~150℃の
予熱を行うと割れ防止に効果があります。
【鋳鉄金型直盛硬化肉盛用(切刃用)】
≪用途≫
鋳鉄製の各種金型の硬化肉盛に用います。
≪使用特性≫
1.従来鋳鉄製プレス金型の切刃の部位に肉盛する場合、下盛
にNi、Fe-Ni系棒、上盛に表面硬化棒で肉盛する方法が一般
的でしたが、TC-8Bは鋳鉄母材に直接肉盛でき所定の硬度
が得られるので、作業能率が大幅に改善できる溶接棒です。
2.溶着金属1層目はオーステナイト組織、2層目よりマルテン
サイト組織となり、耐摩耗性が得られます。
3.フレームハード鋳鉄にも直盛が可能です。
4.母材の希釈による硬度低下防止のため、1~2層の場合
2~3mmの開先取りを行って下さい。
≪使用上の注意≫
1.溶接棒は使用前に200~250℃で1時間乾燥してください。
2.予熱はとくに必要ありませんが、焼入硬化鋳鉄の場合は
100~150℃の予熱を行って下さい。
【鋳鉄肉盛用】
≪用途≫
プレス金型の形状肉盛溶接及びダクタイル鋳鉄全般の補修
溶接に使用します。
≪使用特性≫
TC-3Fは、プレス金型専用に開発した鋳鉄肉盛用被覆アーク
溶接棒で下記の通り従来のFe-Ni系溶接棒の欠点を克服し
極めて優れた性能を有しています。
1.TC-3Fの肉盛部に対するクロムメッキの密着性は非常に
良好です。
2.溶着金属は母材(FCD)と同等の硬さを有し耐摩耗性に
優れています。
3.複合心線を使用しているので棒焼けすることがなく
高能率に溶接ができます。
≪使用上の注意≫
1.溶接方法はTC-3、TC-3A に準じて行ってください。
2.FC材に使用する場合、割れ軽減のためピーニングの実施
を推奨します。




