精密加工では、コンピューターですべてが完結することはありません。OHBASEIKENでは
加工者の皮膚感覚と。それをサポートする最新IT、そして工作機械を駆使し、
世界に誇る「最先端のモノづくり」を
追求しています。

2014年1月27日に、新型の自動盤装置「SR-20RⅣ / スター精密」を導入しました。
その後、Cincom M32、M16、L20、L12など20台の装置を追加導入しました。
お客様のコスト低減、工程集約に寄与します。

大羽精研は、マグネシウム材の機械加工が得意な会社です。
大羽精研では、複雑かつ精密な切削加工および、研削加工をつよみに
高品質、高精度な機械加工部品製造を行っています。
昨今の半導体業界のニーズとして
旺盛な需要はもとより、
「装置の軽量化」という課題があります。
半導体製造装置はアルミやステンレスで作られることが多いのですが
「マグネシウム」での部品製作のご相談も増えてきております。
本案件は、半導体製造装置の開発案件で、軽量化を目的としたマグネシウムの切削加工品でした。(守秘義務のため、製品は掲載できません。ご了承ください)
開発段階の試作品から、量産品(月産500~1000個程度)まで、ワンストップで対応させていただきました。
大羽精研では、マグネシウムの切削加工および表面処理にも対応しており、
お客様の様々なニーズにお応えすることができます。
マグネシウムの切削加工でお困りの方はお気軽にご相談ください。
◆守秘義務のため製品の写真掲載はできません。ご了承ください◆
【参考】
業界:半導体製造装置
製品:チップマウンター用部品
ロット:500個~1000個(量産品)
サイズ:Φ60程度
精度:1/100㎜程度
◆◇◆◇◆◇超精密加工技術で社会の課題を解決する◆◇◆◇◆◇
大羽精研株式会社
https://www.ohba-seiken.co.jp/
☆部品製造のご相談はお気軽に☆
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇

WALTER社製 工具研削盤HELITRONIC POWER DIAMONDと光学式測定機Helicheck Proにより特殊工具の内製化を実現した。特殊工具を必要とする加工の納期短縮や加工効率upによるコストダウンに期待できる。さらに不測の事態にも『どこよりも早く』対応できます。
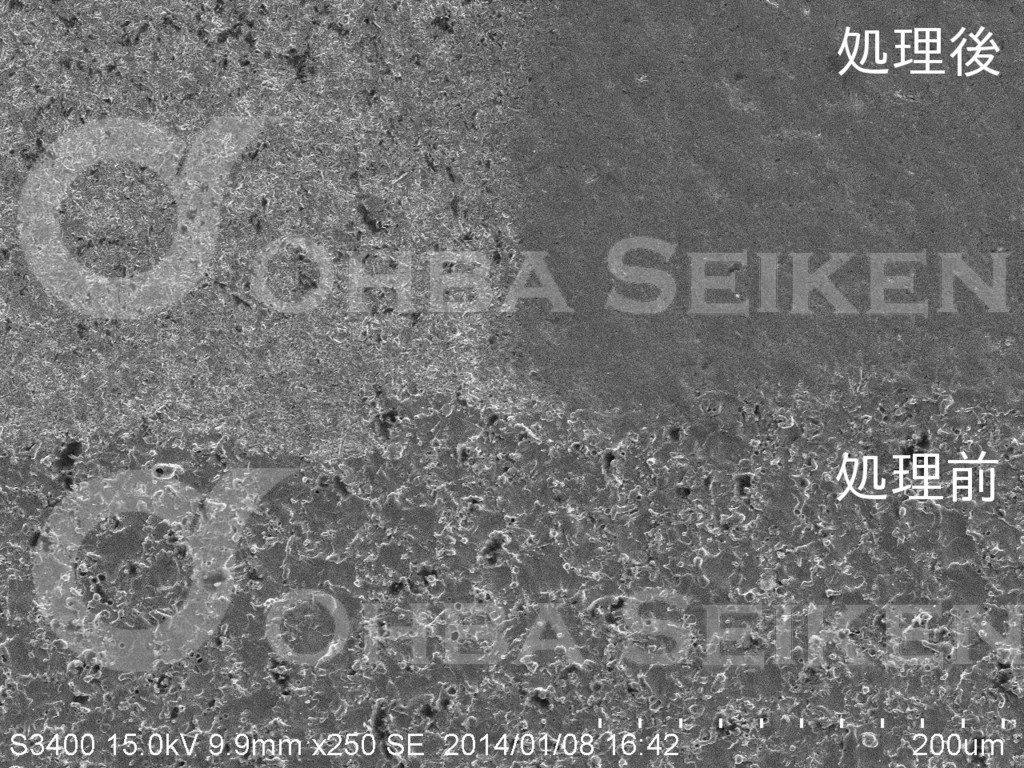
当社ではイエプコ処理にて放電加工後の加工変質層(白層)を除去し本来の金属表面をより緻密化させることで様々な不具合の発生原因となる欠陥を無くし
表面に求める特性(摺動性等)を付加させる事が可能です。

Werth(ベアト)社製 X線CT三次元測定機導入 致しました。ボイド検出、クラック検出、異物検出、その他欠陥検出、3Dモデルとの比較測定、
ASSY状態での内部監察が可能となります。
部品をスキャンし非破壊で3Dデータを取得。
CAD解析や寸法測定、幾何公差測定、欠陥観察等の測定も可能です。

2023年1月に、ラインレイアウトの最適化の為、新工場を増設しました。専用ラインが前提の新規量産案件(LOT1万個以上)の引き合いも増加中です。
今後の受注を視野に現状のレイアウトにも余裕を持たせているので、大量生産案件にも対応しやすい状況となっております。

20台以上ある円筒研削盤を駆使しお客様の納得する品質をご提供いたします。
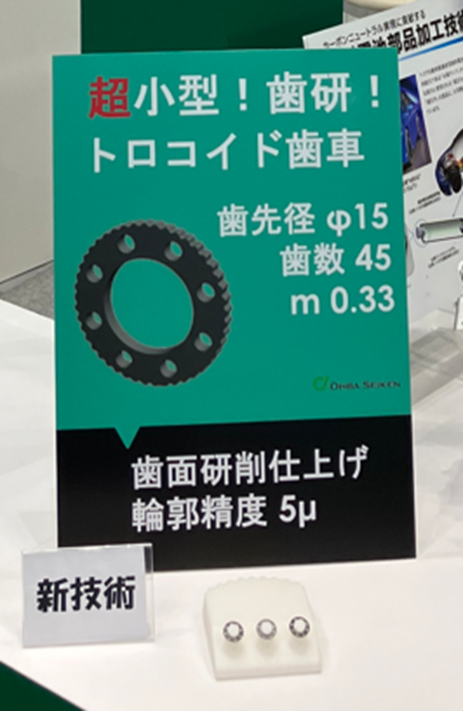
弊社は昨今の減速機関連部品の需要の高まりから、より小型かつ高精度のトロコイドギヤやトロコイドポンプ部品の製作に取り組んでおります。今回はモジュール0.3の小型トロコイドギヤのサンプルを製作しました。
実際に近しい製品を納入した実績もあり、試験結果は良好だと満足いただけています。
<トロコイドギヤ>
モジュール:0.3~
材質:SUJ2
精度:輪郭精度2μm、穴位置精度2μm
工法:切削、ワイヤ+焼き入れ後の各種研削後にジグ研削
また、上記の試作用途の超高精度品はどうしても高額になってしまうため、顧客要求のQCDバランスから、コストと納期を抑えて切削のみの工法も選択可能です。
ジグボーラーなどの高精度マシニングセンタを用い、ハードミーリングで輪郭精度5μmを調整しています。
減速機の高精度化は大羽精研にお任せください!
いくら精密に加工できても、それを裏付けるデータがなければ価値はありません。OHBASEIKENは
「精密加工業者」であると同時に「精密測定業者」であり、
お客様に、ご納得いただける
測定データの作成を心掛けています。
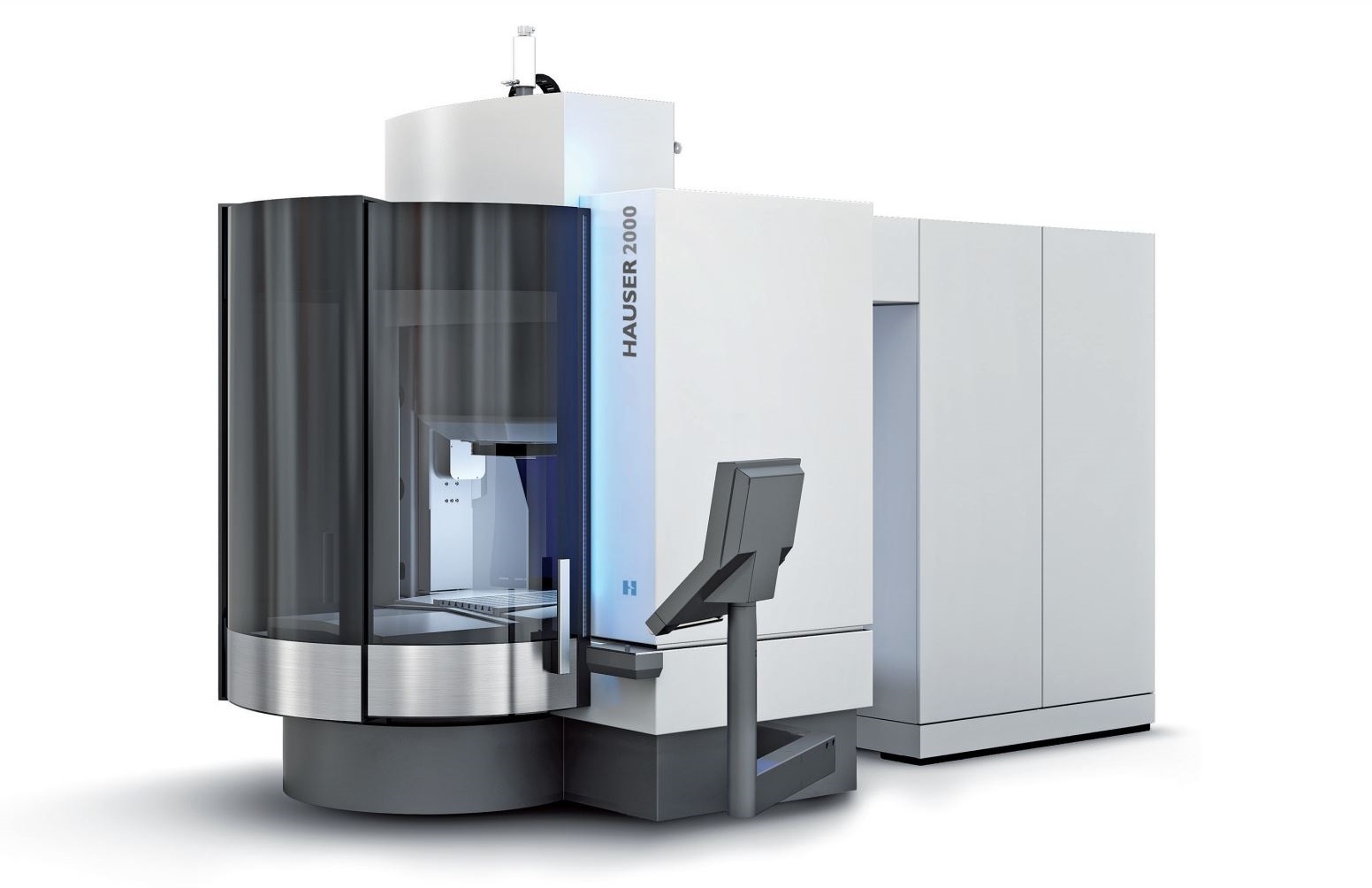
7軸制御治具研削盤、HAUSER2000導入致しました。幾何公差、真円度0.5μ、円筒度0.5μ、位置度0.5μ実現可能となります。
材質:超硬表面粗さ:Ra0.02 / Rz0.15
加工方法:研削
2024年10月2日㈬から4日㈮までの3日間、インテックス大阪にて開催される
第27回機械要素技術展【大阪】に出展します🤗
開催時間 10:00~17:00
大羽精研ブース 『6号館Bゾーン ブース番号48-50』
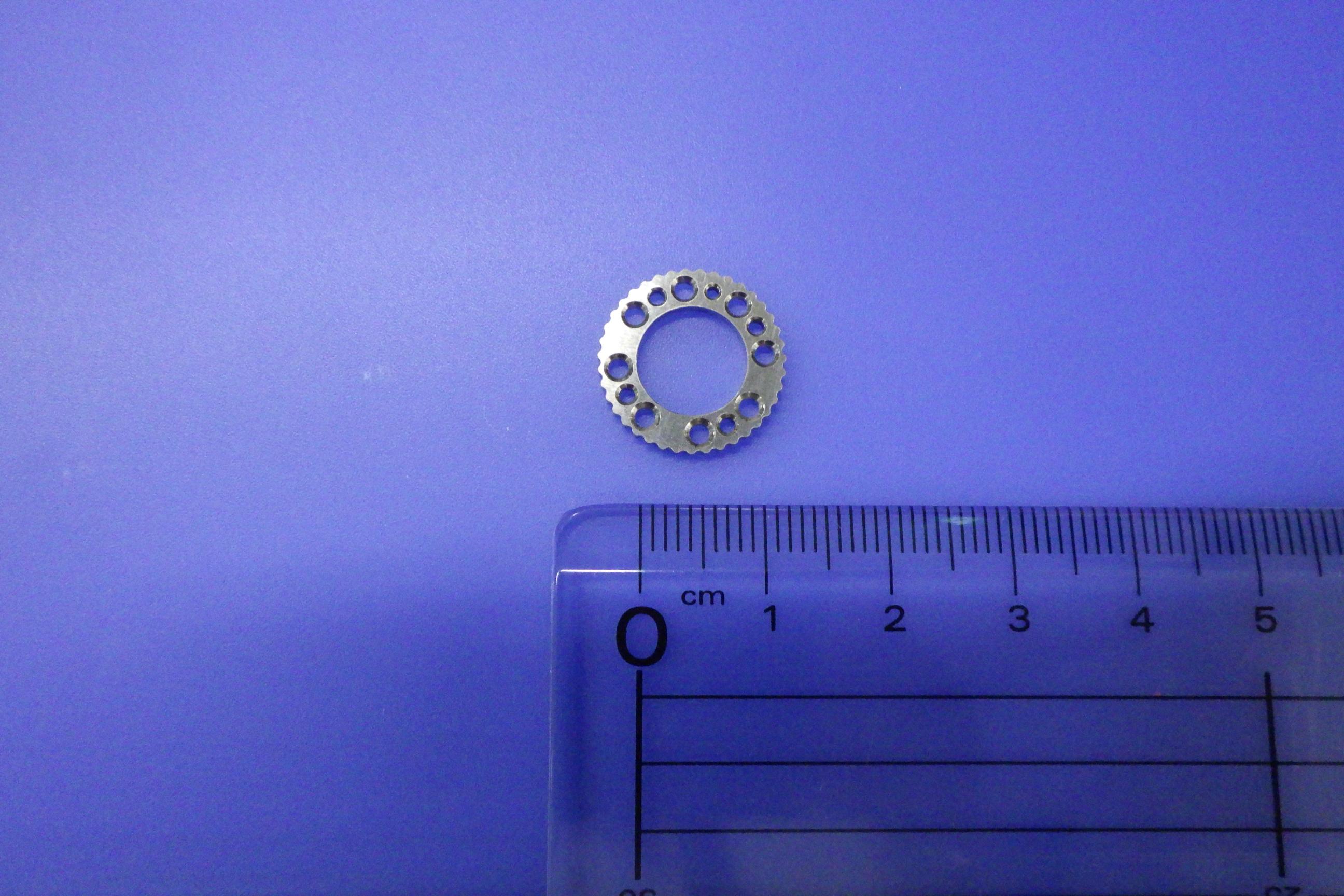
今回の大羽精研のブースでは
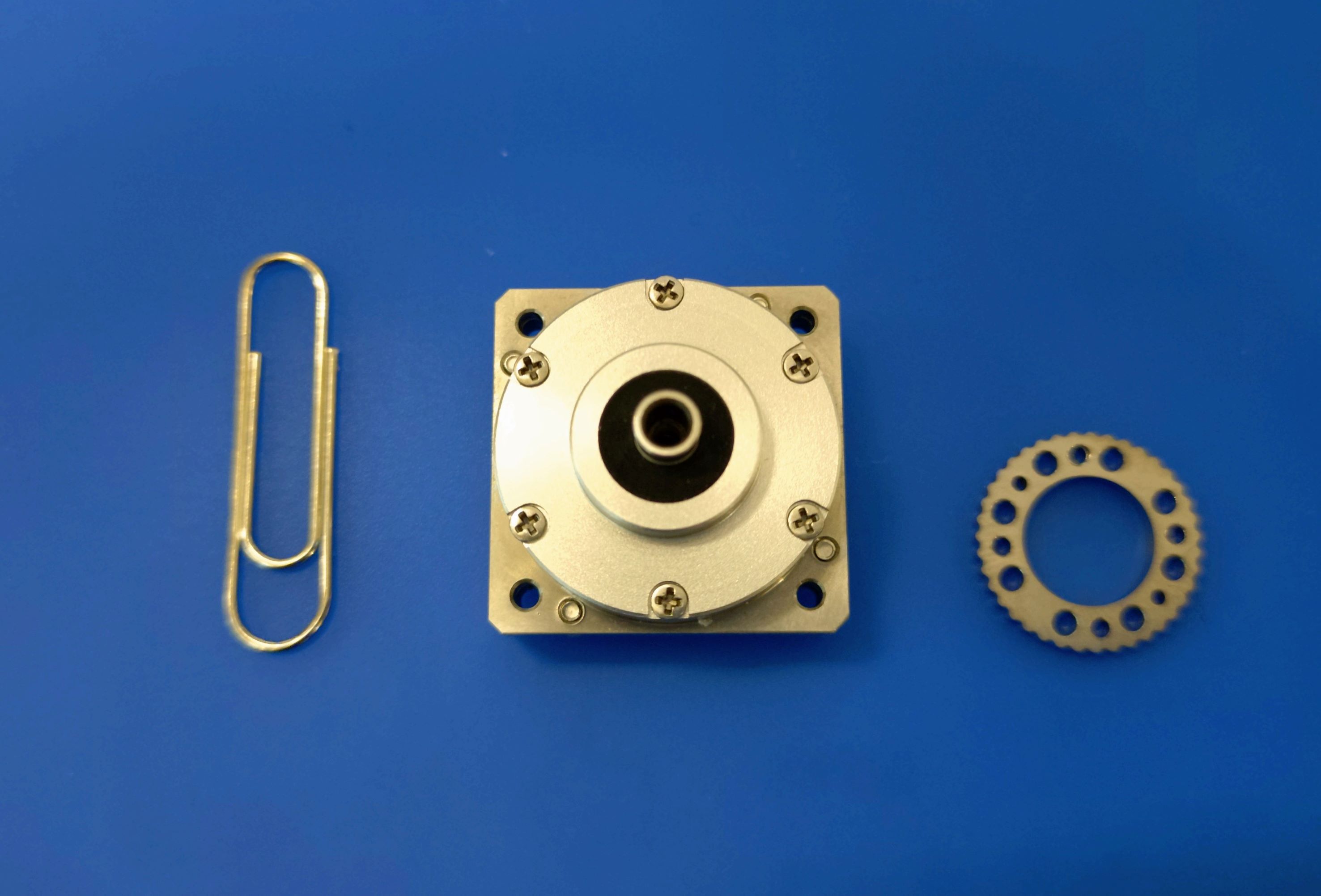
「高精度小型トロコイドギヤ」と、
15部品から構成される「小型トロコイド減速機」を展示します(❁´◡`❁)
写真の通り、大きさはなんとクリップよりも小さいんです😯!!
これらがどんなものなのかは、会場でご説明いたします✨
ぜひ手に取ってご覧くださいヾ(@⌒ー⌒@)ノ
また、大羽精研では
国内製、海外製のハイスペックかつ新工法の加工設備・測定設備が
毎月のように導入されており、他社ではできない様々なご提案ができます!
皆様がお持ちのお悩みなどお気軽にご相談ください😊
それでは会場でお会いしましょう!!
たくさんのご来場お待ちしております(●'◡'●)🌟

会社設立当初から今に至るまで培ってきた研削ノウハウと自社設計の治具で他社では難しいとされる内面研削を形にします。チャックを自社設計できるため、短納期対応を可能にしています。
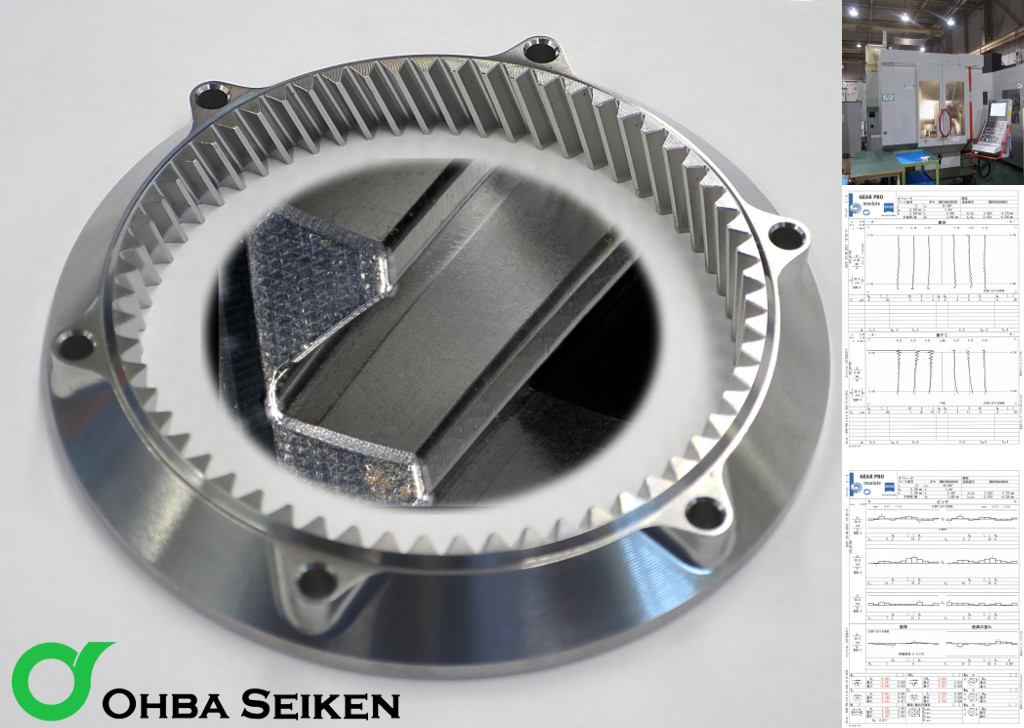
5軸マシニングセンタによる、SCM420の内径はす歯歯車(Φ80㎜)の加工事例です。
ギア製品の製造(特に量産)は、通常、転造盤や、ギア加工専用の加工機、歯車研削盤などを使用します。
大羽精研では、ギア製品の試作から量産対応を行っており、数の少ない試作品において
5軸マシニングセンタにて加工を行います。(5軸マシニングセンタを45台保有※2024年6月現在)
高剛性かつ精密加工が可能な5軸マシンニングで、はす歯(ヘリカルギア)、ベベルギア、スプライン形状など、様々なギア形状加工に対応可能です。
今回は、Φ80㎜の内径はす歯歯車(ヘリカルギア)の試作品を製造しました。
素材はSCM420で、ロット数は10個程度、
精度は、新JIS5級相当(旧JISだと1級相当)で、なかなか手ごわい製品でした(;゚Д゚)
検査体制としては、3次元測定機はもちろん、歯車測定器、かみ合い試験機、X線CT測定器での検査体制もあり、お客様にご納得の頂ける測定データを作成できるように心がけています。
■製品の詳細情報
製品名:内径はす歯 歯車
素材:SCM420
サイズ:Φ80×20㎜
ロット:10個
精度:新JIS5級相当
参考納期:2週間程度
◆◇◆◇◆◇超精密加工技術で社会の課題を解決する◆◇◆◇◆◇
大羽精研株式会社
https://www.ohba-seiken.co.jp/
☆部品製造のご相談はお気軽に☆
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
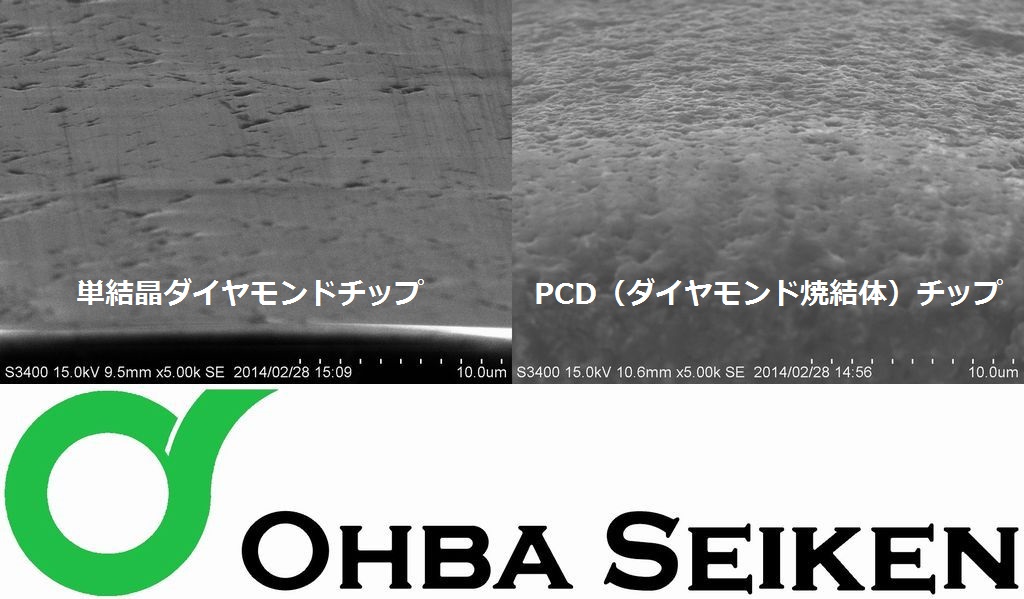
単結晶ダイヤモンドチップの刃先表面を走査型電子顕微鏡(SEM)で観察しました。PCD(ダイヤモンド焼結体)の刃先表面も観察し、比較しました。
表面の微細な凹凸の違いがはっきりと確認できました。
この違いが加工にどのように影響するか。
ਹ
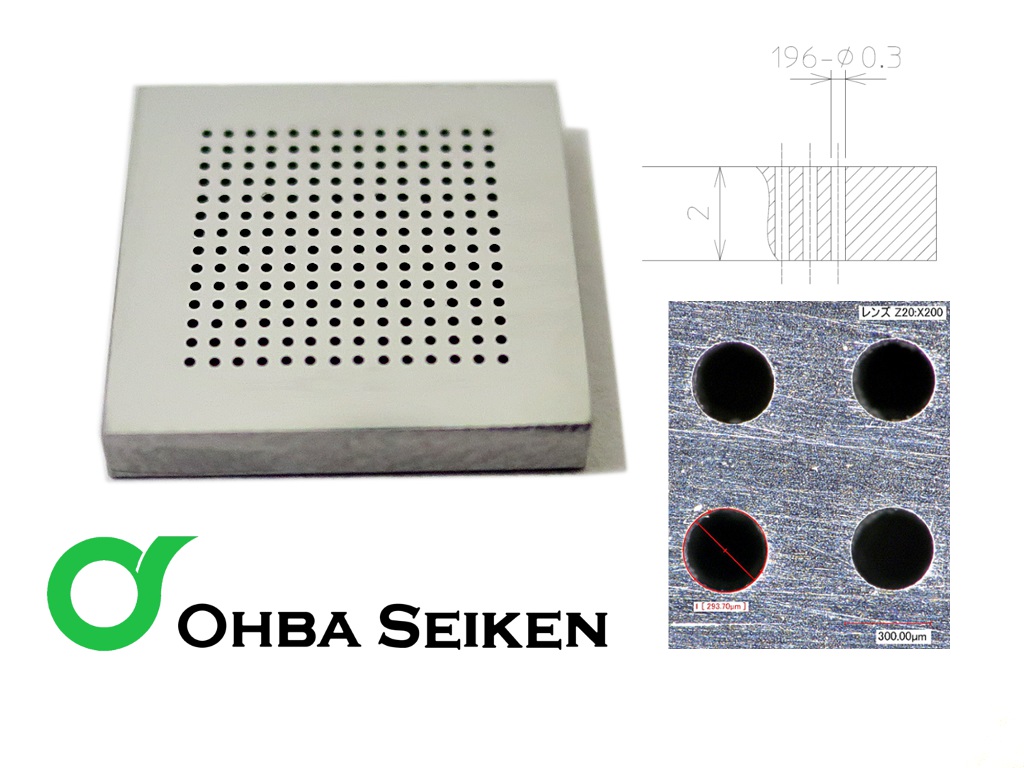
マシニングセンタにて小径ハードドリリング加工【写真】
材質:SUS440C(HRC55-58)
穴径:φ0.3 深さ:2mm(貫通)
穴加工数:100 / 工具

数ある測定機器のラインナップにマルチセンサ非接触三次元測定機スマートスコープVANTAGE250が加わりました。
【主な特長】
1. 鮮明で歪みのない高品位光学系による高精度画像測定
2. 長い作動距離、高い追従性を有するTelestar TTL Laserを搭載
3. 目視測定から完全自動測定まで幅広い用途に対応
2024年6月19日(水)から21日(金)までの3日間、東京ビッグサイトにて開催される第29回機械要素技術展に出展します😊
開催時間 10:00~18:00(最終日のみ17:00終了)
大羽精研ブース 『東4ホール ブース番号E34-16』
今回大羽精研のブースでは
新技術として「トロコイド歯車」を展示します✨
超小型!😯どんなものか気になりますよね🤗?!
ぜひ実際に手に取って見てもらいたいです╰(*°▽°*)╯
また大羽精研では
国内製、海外製のハイスペックかつ新工法の加工設備、測定設備が
毎月のように導入されており、他社ではできない様々なご提案ができます!!
皆様がお持ちのお悩みなどご相談ください😊✨
それでは会場でお会いしましょう(❁´◡`❁)!!
たくさんのご来場お待ちしております🌈

一般的にX線CT装置と言うと、「観察用CT」である事が殆どです。
「観察用CT」とは、主にサンプルの内部を非破壊で見る目的で使用されます。樹脂や金属製品のボイドやクラックの有無、接合面の確認、アセンブリの各部品がどのように取り付いているかの確認などで使われる事が多いと思います。
一方で、近年増えてきている「計測用CT」は、観察用途に加えて、非破壊で測定やCADを使った解析が出来るという点が特長です。
サムネイルの画像はSDカードの内部を撮影したものです。中の回路まではっきりと撮影出来ております。
弊社保有のTomoscopeは非破壊はもちろん、高い精度で測定まで出来るのが特徴の一つです。精度のレベルとしては、3.5μmとなります。
単純な寸法測定だけではなく、幾何公差も測定できるのが大きな特徴です。
弊社での活用事例の一つとしては、1点で約500箇所測定する製品の測定をたった1時間に短縮することが出来ました。
測定可能なワークサイズとしては、200×200mmまでとなります。
また、測定可能な材質は樹脂、アルミ、鉄等多岐に渡ります。
比重が大きい材料程、X線が透過しにくくなりますので、この材料だと測定できるかどうか?
についてはお気軽にお問い合わせください。
◆◇◆◇◆◇超精密加工技術で社会の課題を解決する◆◇◆◇◆◇
大羽精研株式会社
https://www.ohba-seiken.co.jp/
☆部品製造のご相談はお気軽に☆
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
刻々と変化する経営環境の中、お客様のビジネスチャンスをいかにバックアップできるのか、
OHBASEIKENでは自らを「試作サービス業」と位置付け、24時間365日、
いつでもお客様のご要望にお応えする体制を、
目指しています。

同軸度0.001以下をクリアするには基準とする箇所の真円度も重要になります。創業当初からの研削技術のノウハウと最新鋭の機械があるからこそ実現が可能になります。

ホームページにてバーチャル工場見学が可能です。ぜひ、大羽精研の工場をご覧ください。
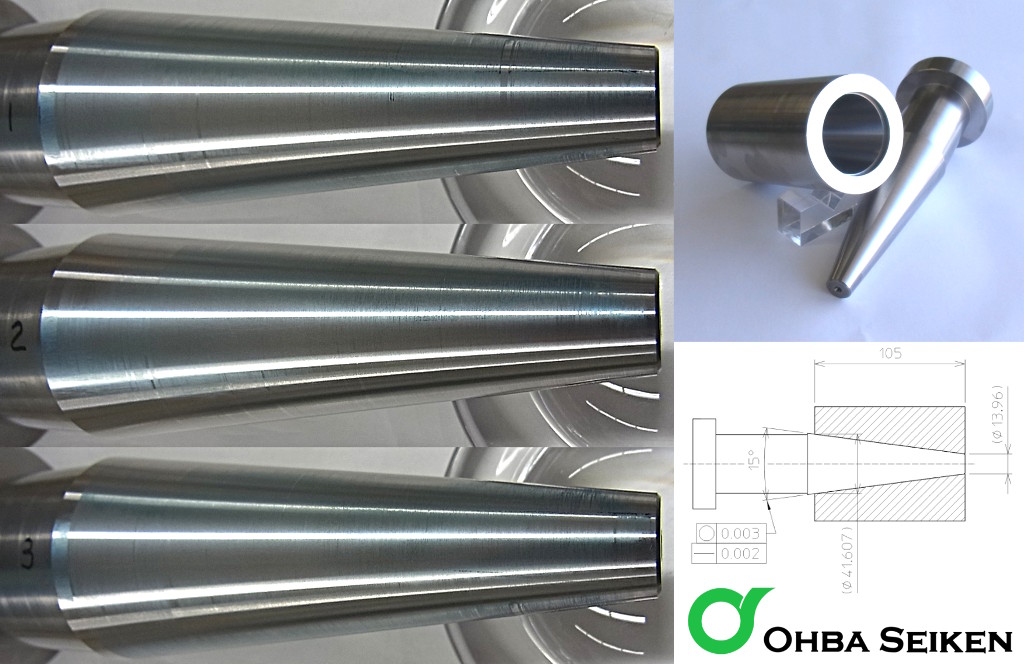
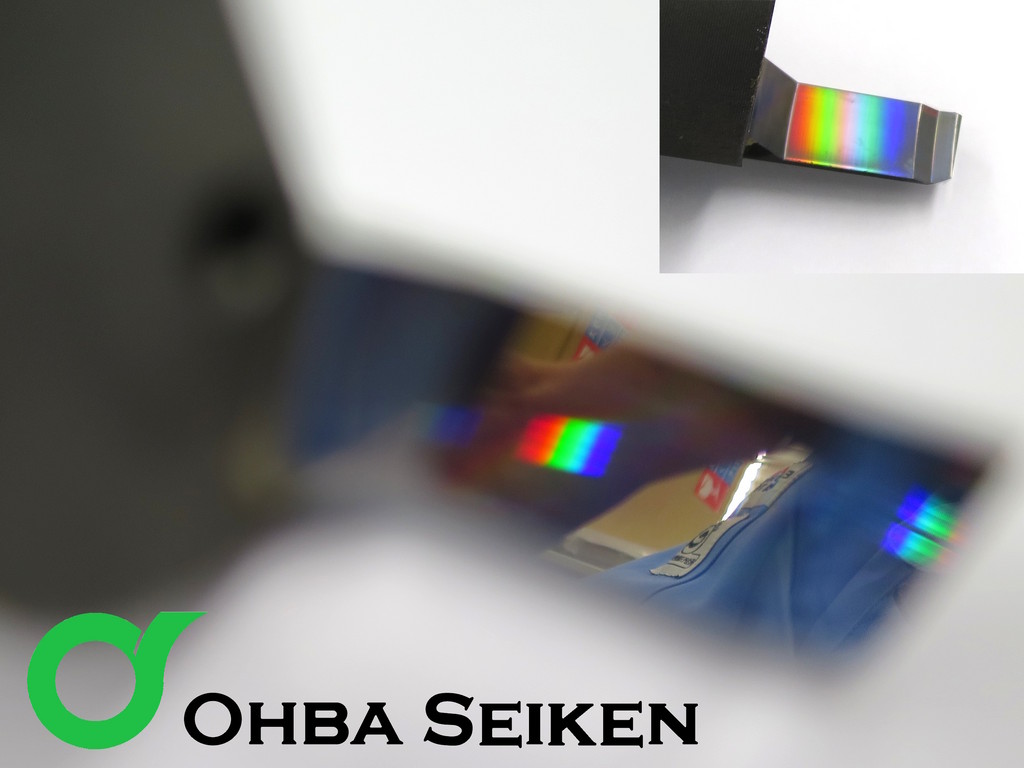
超精密研削盤を使用しての長尺テーパー合わせ加工を行いました。画像はブルーペーストで120°3箇所の当たりを確認を行ったものです。
長手100mm越えの15°テーパーで90%以上の当たりを確保しました。
その他どのような研削加工でも対応できる環境を整えております。

フィルムは巻き取り式のため、常に新しい面を出しながら研磨でき、Rz0.8μ(Ra0.2μ)以下の仕上げ面精度が安定して得られる。さらにプログラムにより多品種にも柔軟に対応できます。【主な使用例】
自動車部品(ATトランスミッション・ショックアブソーバー等)研磨
クランクシャフト、カムシャフト、水圧・空圧バルブのシート面の研磨
プリンターなどの塗装ローラーの仕上げ研磨
紙・フィルム製造用、印刷用ローラーの精密研磨
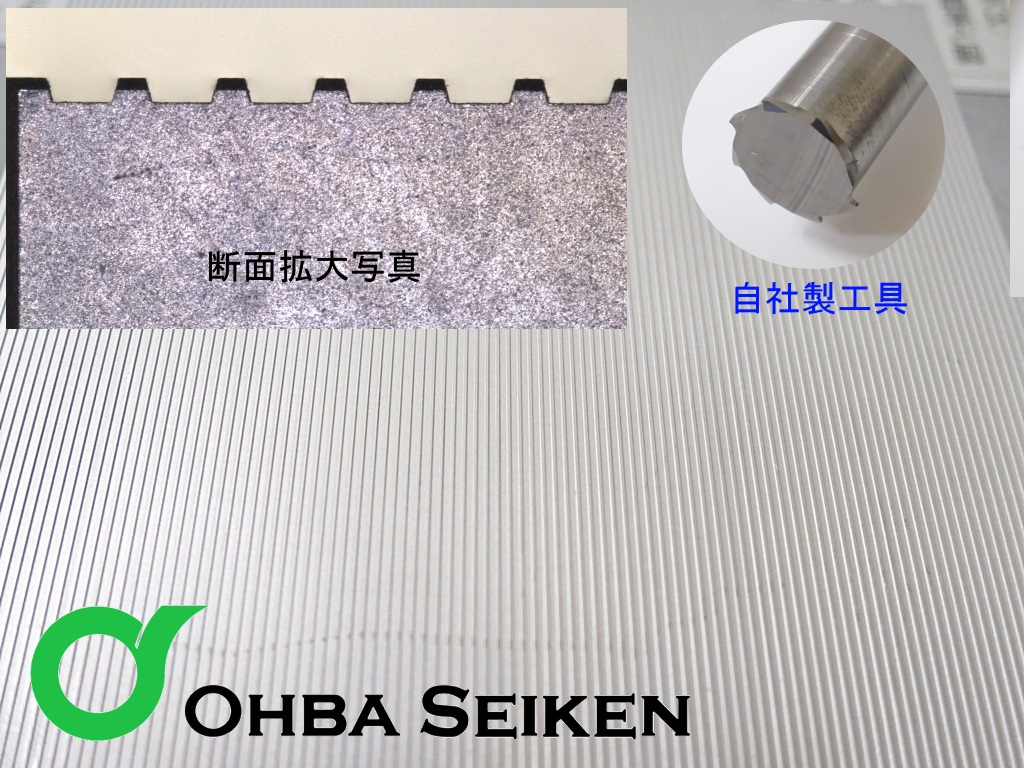
微細な凹凸形状を形成する加工技術です。溝形状にあった切削工具を自社にて製作しています。
『テーパーエンドミル』ではなく『カッター』にすることで、周速を上げてムシレのない加工。
【写真】
材質:アルミ(A2017)
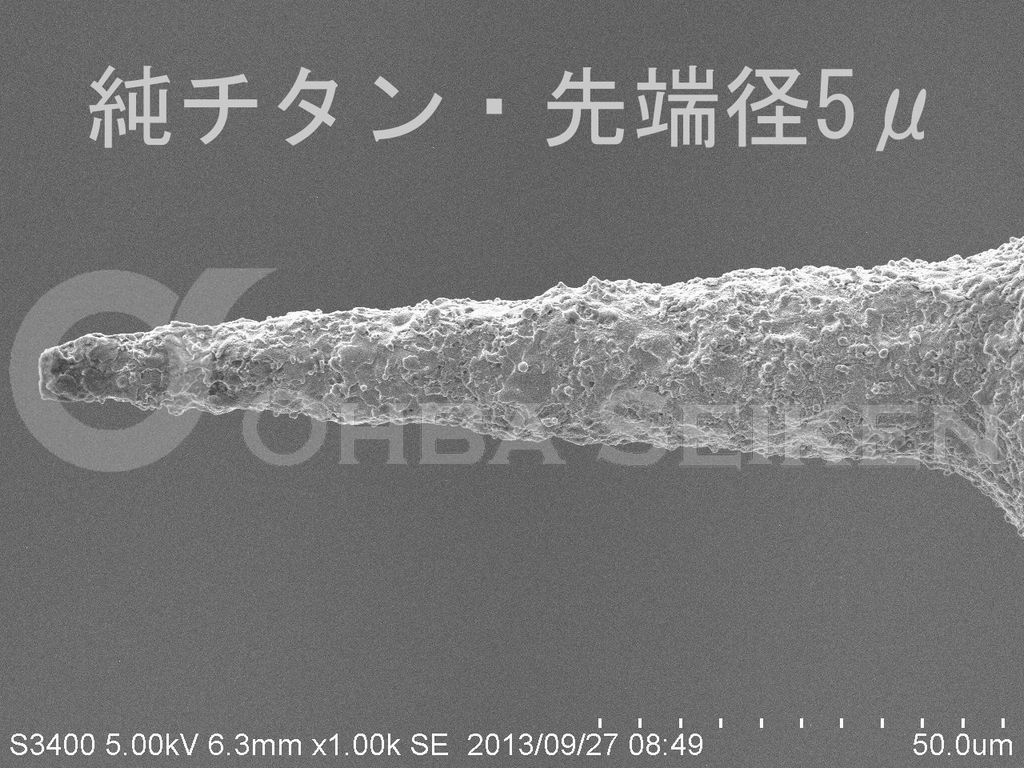
先端径5μの純チタン製プローブを製作しました。
材質:純チタン
先端径:5μ
先端角度:10°
加工方法:放電加工
当社では回転体微細形状の放電加工技術を開発いたしました。
この技術により放電電極を使用し外径旋削のような加工が可能です。䵅
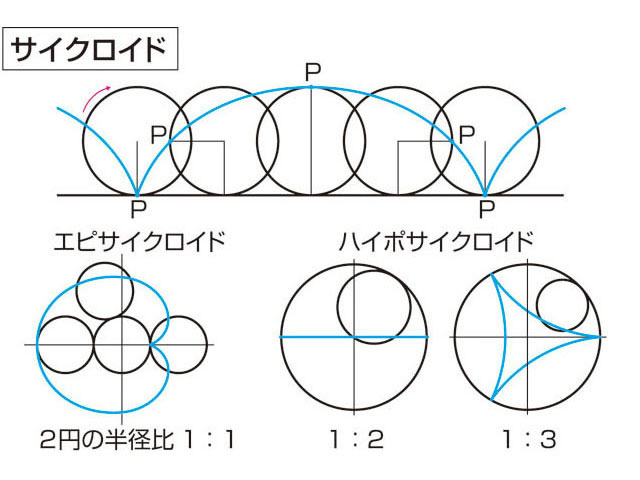
・サイクロイド歯車(ギヤ)とは?円盤が平面上を転がっていくとき、円盤上の一点が措く軌跡。この曲線を歯の形状に用いた歯車をサイクロイドギヤといい、歯の接触点の滑りが少ないため減速機・ロボット等の 精密機械に用いられます。
円が他の円の外周を転がるときにできる曲線をエピサイクロイド(外(がい)サイクロイド)、 内側に接して転がるときにできる曲線をハイポサイクロイド(内(ない)サイクロイド)と言います。
これに対し、円柱に糸を巻き付け、ほどいていくときの糸の先端が措く曲線をインボリュート曲線という。大きな力を伝達する自動車の歯車はすべてこの曲線が用いられたインボリュートギヤになります。
・サイクロイド歯車の特徴 4点
① 歯元の面積が大きいので強度が高い
② 噛み合う歯どうしが干渉が発生しない
③ 歯元面が広く、歯形に滑りがない
④ 完全な転がりなので回転抵抗が低い
・主な歯車の材質は?
主に炭素鋼(S45C)とステンレス鋼(SUS304)が主流ですが
その他の材質でお考えの方も、お気軽にご相談ください。
・大羽精研で出来るサイズは?
目安としては、手のひらサイズ以下になります。φ10~20程度の小さい部品が得意です。
・歯車研削は出来ないの?
研削可能です。条件について要打合せとなります。
・歯車部品のASSYは出来ないの?
ASSY可能です。数百点もの部品を量産品としてASSY供給している実績がございます。
遊星歯車減速機等、ユニットで承れますのでお気軽にお問い合わせください。
◆◇◆◇◆◇超精密加工技術で社会の課題を解決する◆◇◆◇◆◇
大羽精研株式会社
https://www.ohba-seiken.co.jp/
☆部品製造のご相談はお気軽に☆
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇

当社はスイスハウザー社製ジグ研削盤に2軸インデックステーブルとATCを装備し導入しました。今まで熱処理後に仕上げたくても仕上げる事ができなかった複雑形状も可能となりました。
従来のジグ研削盤の常識では考えられない加工能率をご提供いたします。
大羽精研では、鉄、アルミ、ステンレスなど、様々な素材の加工を行っていますが、
チタン(純チタン、64チタン、ベータチタンetc)などの難削材の加工も積極的に行っています。
今回の事例のポイントは
1,難削材64チタンの加工
2,工法の改善により、コストダウンとサイクルタイムの短縮を実現
この2点です。
【64チタン素材の加工について】
64チタンは、素材として、強度が高く、かつ比重が軽いため、軽量化を求められる製品に多く使用されます。例:医療機器、EV関連、半導体向けなど
しかしながら、切削難易度が高く、一般的には「難削材」という扱いになっていることが多いのではないでしょうか。
前途の通り、弊社では、64チタンの加工も問題なく行えるので、もしチタン素材の加工でお困りの際は、お気軽にお問い合わせください。
【工法の改善による、コストダウンとサイクルタイムの短縮について】
医療業界向けのスクリューという製品の加工事例について紹介します。
試作段階から、ご相談をいただき、品質、条件などをクリアした少量の量産品です。
ロット:100個程度
量産化にあたり、お客様より、コストダウンのご相談があり
社内で、治具、工法などを改善し、従来工法より加工効率を大幅に改善し
1個あたりの生産におけるサイクルタイムを1/3程度の短縮に成功しました。
結果的に、お客様に対して、コストダウンと納期の短縮のご提案につながり
大変ご好評をいただきました!
試作から量産における開発パートナーとして、お客様の課題解決につながるよう
技術の研鑽を続けてまいります。
参考情報
製品事例:インプラント用スクリュー
素材:チタン(64チタン)
ロット数:100個程度
※製品の写真は守秘義務により、掲載できないため、画像はイメージです。
スクリュー形状の製品をはじめ、医療向けチタン素材の加工事例はたくさんあります(^_-)-☆
◆◇◆◇◆◇超精密加工技術で社会の課題を解決する◆◇◆◇◆◇
大羽精研株式会社
https://www.ohba-seiken.co.jp/
☆部品製造のご相談はお気軽に☆
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇

小ロット・短納期の難マシニング加工は、当社の五面加工マシニングセンタにお任せください!
【5面/5軸機設備】
・C-30U ハームレ
・NMV5000DCG 森精機
・NV5000-5X 森精機
・MAM72-3VS 松浦機械
・MAM72-35VS 松浦機械
・V-PLUS800-5X 松浦機械
・VARIAXIS500-5XⅢ ヤマザキマザック
・MU-400 オークマ
・MILLAC-525H-5X 大隈豊和
・α-T21iE-5X ファナック

初期段階の試作品での形状確認や加工検討・打ち合わせなどに3Dモデル利用することで、製品開発をスピーディーかつ低コストで行えるようにサポートいたします。造形最大サイズ:203x254x203
【日時】5月 21日・22日・23日10:00~18:00(最終日17:00)【場所】パシフィコ横浜 展示ホール ブースNo.291
【出展製品】一部紹介(詳細は人とくるまのテクノロジー展出展者情報にて)
・A/Tリニアソレノイドバルブ…自社製中グリ工具による内径φ4仕上げ加工
・CVTプーリー:傾斜軸11°アンギュラ研削盤によるシーブ面研削
・ポンプロータ:治具研削盤による高精度コンタリング(輪郭)研削
・非円形歯車:2葉x3葉の楕円切削歯車、不等速円運動のからくり装置
・高硬度スプール:窒化後研削仕上げによる表面硬度HV1000のスプール
【テーマ】できないをできるに変える技術ソリューション
大羽精研ブースでは自動車業界をとりまく燃費向上、静寂性、
高効率といったトレンドを見据え、これらの市場ニーズに応えるべく
設計された高難易度製品に対し 「できない」 ではなく 「できるには」 の
姿勢で応える生産技術ソリューションの数々を紹介いたします。

【写真】材質:ジルコニア
最小肉厚:0.5mm
最大外形:φ9
全長:約13mm
砥石台、ワーク主軸の同期によりカム、多角形、偏心形状の研削が可能。同一両センタでの研削により、高レベルで同軸度を保証いたします。
【写真】
使用装置:ケレンベルガー(KEL-VITA / UR175/1000)
材質:SUS420J2(HRC52-56)
偏心量:±5μ、カム輪郭度:0.03
どんどん高精度で複雑になっていくものづくり。形は機械があれば作れますが、その精度を保証するというのはまた難しさがあります。
弊社は測定機に関しても積極的に導入して今まで保証できなかった箇所も保証します。
今ある部品の測定でお困りのものがあれば是非御相談下さい。

このケレンベルガーの万能精密研削盤を使用すれば外径を角に研削する事が可能です【ポリゴン研削】。今まで平面研削やワイヤーカットで時間をかけて加工していたものがどう工程短縮できるか是非お試しください。
測れないものはありません。高精度になればなるほど、測定が重要になってきます。
まず測定環境を評価ください。

どんな高度な要求に対しても最初に「できない」とは言いません。難しいから、
他社ではできないからこそ、
やる価値があるのだと、
私たちOHBASEIKENは考えます。
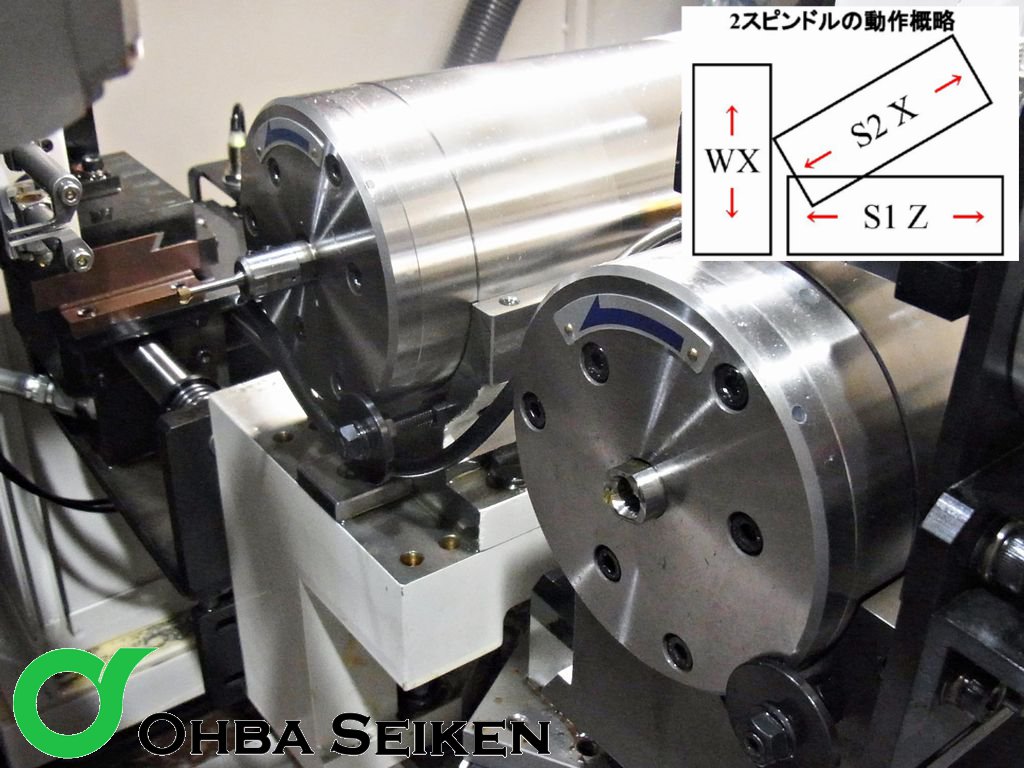
燃料噴射システムによるバルブ開閉機構において、シート面精度は高圧下におけるシール性能に左右する非常に加工が難しい部分です。
我々は以下の特徴を用いたSIG-2SⅡによりこれに対応しました。
・シート面研削時に従来の同時2軸制御からシート面と平行移動する
1軸のみの制御とし1軸分の運動誤差を排除
・2スピンドル配置により内径とシート面を1チャック同時加工することで
高精度な同軸度を実現
【加工実績】
材料:SUS420J2(HRC50-55)
内径真円度:0.44μm、同軸度:1.54μm
シート面真円度:0.23μm、シート面振れ0.73μm
【写真(装置)】
SIG-2SⅡ(セイコーインスツル)




